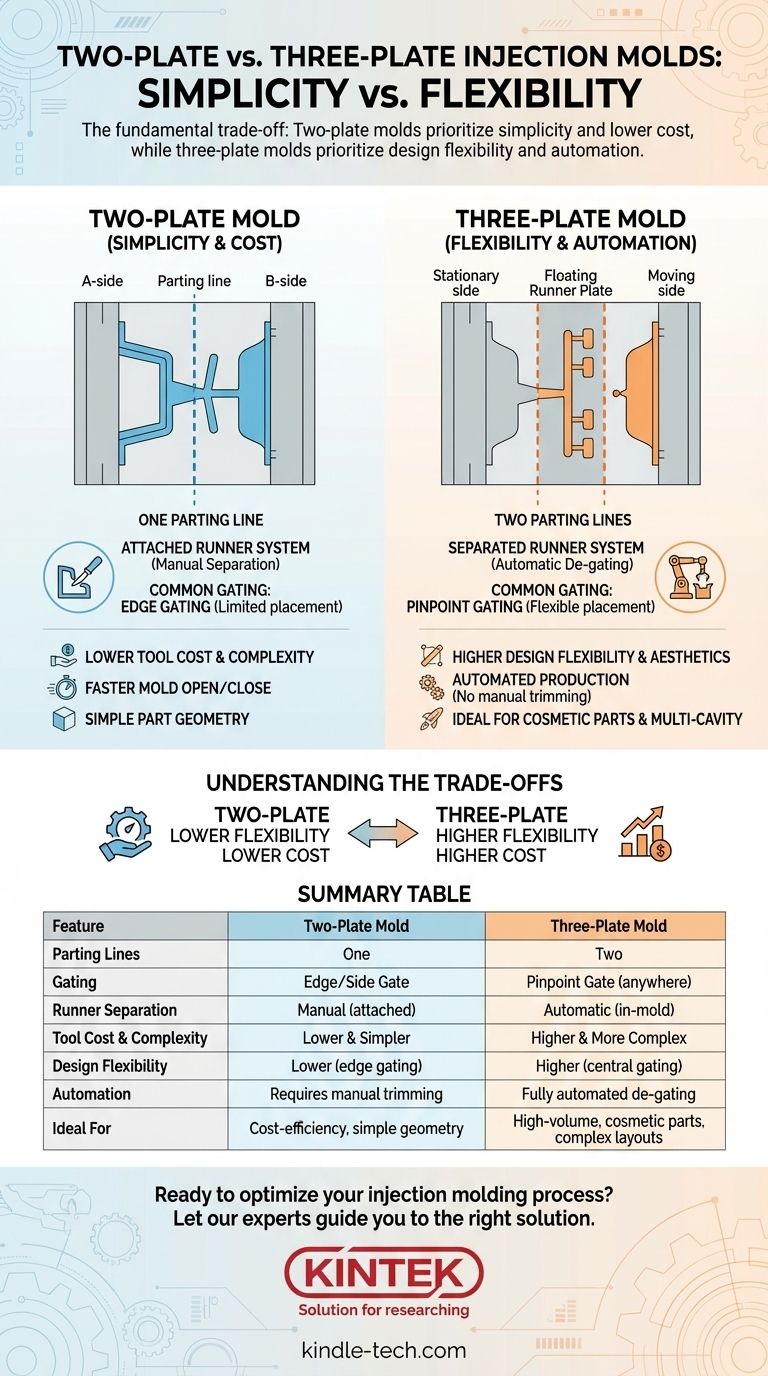
从根本上讲,两板式和三板式注塑模具之间的区别在于最终零件如何与塑料输送系统(即流道)分离。两板式模具更简单,只有一个分型线,零件和流道一起弹出。三板式模具更复杂,使用两条分型线在弹出前自动将流道与模具内的零件分离。
选择是一个根本性的权衡。两板式模具优先考虑简单性和较低的工具成本,而三板式模具则优先考虑设计灵活性和自动化生产,尽管初始成本通常更高。
两板式模具的结构
两板式模具是最常见、最直接的注塑模具类型。它由两个主要部分组成,通常称为A侧(型腔)和B侧(型芯),它们在一个平面上相遇。
工作原理:一条分型线
当模具打开时,它会沿着一条分型线分开。模塑件和附带的流道系统通过顶针一起从模腔中推出。
附带的流道系统
在这种设计中,将熔融塑料输送到零件的通道——浇口和流道——与零件本身位于同一平面。因此,凝固的流道在弹出时仍附着在零件上。
常见的浇口策略:侧浇口
由于流道位于分型线上,浇口(连接流道和零件的小开口)几乎总是位于零件的边缘。这被称为侧浇口或边浇口。这通常需要二次手动操作来修剪成品零件上的流道和浇口。

三板式模具的先进设计
三板式模具引入了额外的板,创建了一个功能更强大的复杂工具。它由一个固定侧、一个移动侧和一个中间的“浮动”流道板组成。
工作原理:两条分型线
这种设计具有两条不同的分型线。当模具开始打开时,第一条分型线打开以断开零件和流道之间的浇口连接。随着模具进一步打开,第二条分型线打开以弹出已分离的流道系统。
分离的流道系统
关键的创新是流道系统包含在流道板上的独立平面中。这使得模具能够在模具打开过程中自动剪切浇口并将流道与零件分离。这通常被称为自动脱浇口。
点浇口的强大功能
这种分离使得可以使用点浇口,它可以放置在零件表面的几乎任何位置,而不仅仅是边缘。这非常适合集中填充大型零件、在非外观表面上浇口,或对称地给多个型腔供料以实现平衡填充。
理解权衡
在这两种模具类型之间进行选择对成本、设计和生产效率具有重大影响。
设计灵活性和美观性
三板式模具提供更大的灵活性。它允许您将浇口放置在圆形零件的中心以确保均匀流动,或将其隐藏在不可见的表面上,从而保持零件的外观。
两板式模具限制性更大。浇口位置仅限于零件的周边,这可能不适合填充或可能留下不美观的瑕疵。
工具成本和复杂性
两板式模具结构更简单,组件更少,因此成本更低,制造速度更快。
三板式模具由于额外的板和控制两个独立开启动作所需的机构而固有地更复杂。这导致初始工具成本显著更高,并且需要更多维护。
周期时间和自动化
三板式模具可实现完全自动化。通过单独弹出零件和流道,它消除了人工或机器人手动修剪流道的需要。这可以降低每个零件的总生产成本,尤其是在大批量生产中。
两板式模具可能具有更快的模具开合时间,但一旦考虑到必要的手动流道移除,总周期时间可能会更长。
材料浪费
三板式模具中的流道系统通常比两板式模具更大更复杂,这可能导致每个周期浪费更多的塑料材料。除非使用更先进(甚至更昂贵)的热流道系统,否则这是一个关键的考虑因素。
为您的目标做出正确选择
您的零件的具体要求将决定正确的模具设计。
- 如果您的主要关注点是成本效益和简单的零件几何形状:两板式模具是更好的选择,特别是如果零件边缘的浇口痕迹可以接受且生产量为低到中等。
- 如果您的主要关注点是设计灵活性和外观:三板式模具对于需要中心浇口、具有关键美观表面或用于大批量自动化生产的零件是必需的。
- 如果您一次注塑多个相同的小零件:三板式模具允许平衡的流道布局,从其理想的中心点为每个型腔供料,从而确保更高的质量和一致性。
理解这种简单性与灵活性之间的根本选择是设计真正为制造优化的零件的第一步。
总结表:
| 特点 | 两板式模具 | 三板式模具 |
|---|---|---|
| 分型线 | 一条 | 两条 |
| 浇口 | 侧浇口/边浇口 | 点浇口(任何位置) |
| 流道分离 | 手动(附着) | 自动(模内) |
| 工具成本与复杂性 | 较低且更简单 | 较高且更复杂 |
| 设计灵活性 | 较低(边缘浇口) | 较高(中心浇口) |
| 自动化 | 需要手动修剪 | 全自动脱浇口 |
| 理想用途 | 成本效益,简单几何形状 | 大批量,外观件,复杂布局 |
准备好优化您的注塑成型工艺了吗? 两板式和三板式模具之间的选择对于您项目的成功至关重要,它会影响成本、质量和生产速度。在 KINTEK,我们专注于提供原型制作和制造所需的精密实验室设备和耗材,帮助您为塑料零件做出明智的决策。让我们的专家指导您找到正确的解决方案。立即联系 KINTEK 讨论您的具体实验室和生产需求!
图解指南