简而言之,温度是烧结过程中最关键的参数。 它作为整个过程的主要驱动力,决定了松散颗粒结合形成坚固致密块体的速率和程度。烧结部件的最终质量、强度和尺寸精度都是在整个加热和冷却循环中如何管理温度的直接结果。
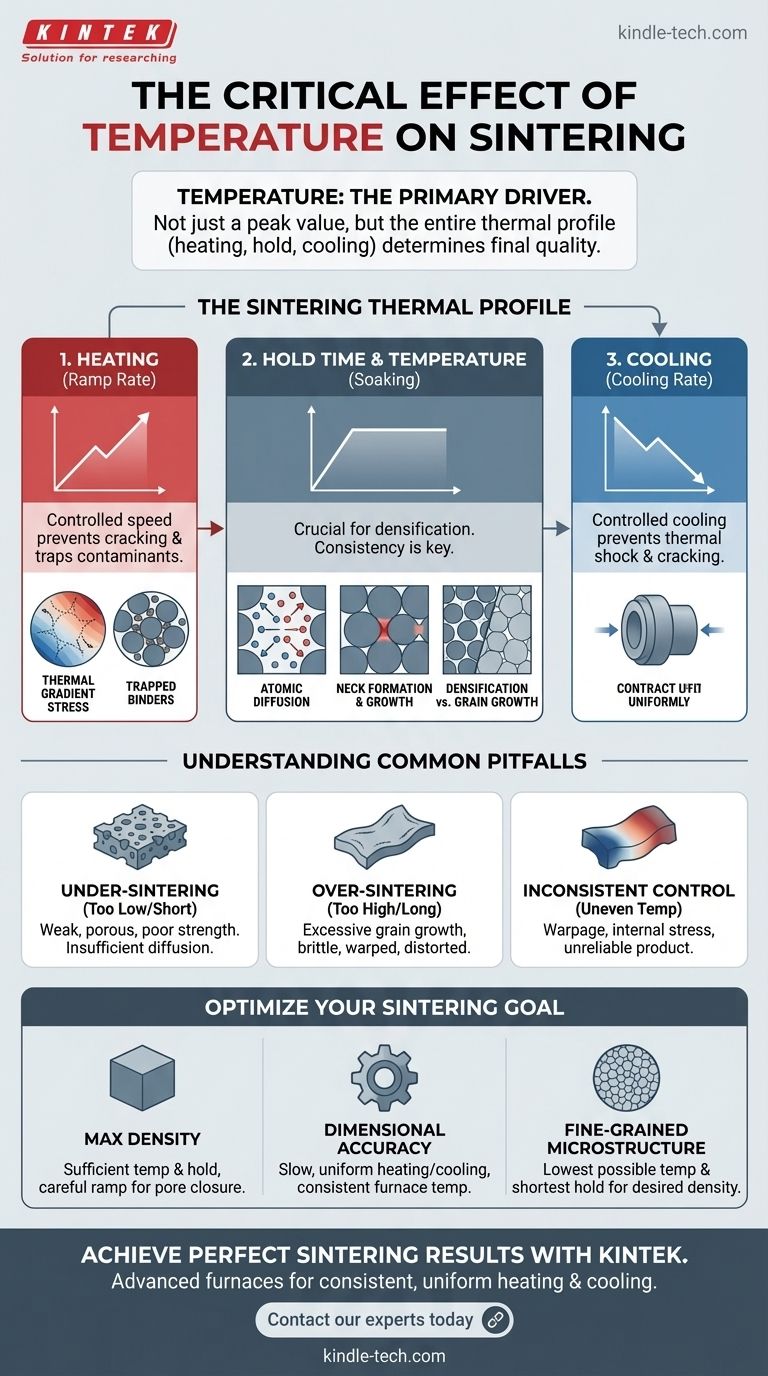
需要理解的核心原则是,成功的烧结并非达到一个单一的峰值温度。它是关于精确控制整个热曲线——加热速率、保温时间和冷却速率——以管理原子扩散并在不引起灾难性缺陷的情况下获得所需的微观结构。
温度作为驱动力的作用
烧结本质上是一个原子运动过程。为了使颗粒结合并使其之间的孔隙收缩,原子必须有足够的能量来移动。温度提供了这种必要的热能。
激活原子扩散
较高的温度增加了原子的振动能量,使它们能够打破现有键并在表面或材料内部移动。这种运动,称为原子扩散,是驱动烧结的潜在机制。
如果没有足够的温度,扩散速率可以忽略不计,并且不会发生致密化。
颈部形成和生长
烧结过程始于单个颗粒之间的接触点。在高温下,原子扩散到这些点,形成小的桥接或“颈部”。
随着温度的保持,这些颈部变得更宽,将颗粒中心拉得更近。这种作用减少了颗粒之间空隙(孔隙率)的体积,从而导致致密化。
致密化与晶粒长大
温度驱动两个同时发生且相互竞争的过程:致密化(理想的孔隙消除)和晶粒长大(材料微观结构的粗化)。
最初,致密化占主导地位。然而,如果温度过高或保持时间过长,晶粒长大可能会迅速加速。如果晶粒长大到足以包围孔隙,将它们困在材料内部并阻止部件达到完全密度,这可能会造成损害。

为什么整个温度曲线很重要
参考文献正确地强调了整个热循环至关重要。仅仅达到目标温度是不够的;如何达到并返回同样重要,才能获得成功的结果。
升温速率(加热)
材料加热到峰值烧结温度的速度必须仔细控制。
加热过快会在部件的表面和核心之间产生较大的温差。这种热梯度会引起应力,导致开裂。它还可能困住应在较低温度下烧尽的粘合剂或污染物。
保温时间和温度(浸泡)
这是致密化主要发生的阶段。在此期间,温度必须保持极高的一致性。
温度波动会导致烧结不均匀。如果保温时间过短,部件将欠烧结且多孔。如果时间过长,过度的晶粒长大可能会降低机械性能。
冷却速率
与加热一样,冷却过快会引起热冲击,产生内部应力,很容易使新烧结的脆性部件开裂。
受控的冷却速率允许整个部件均匀收缩,保持其结构完整性。从峰值温度下降到约900°C的速率通常是防止这些缺陷最关键的阶段。
了解常见陷阱
不正确的温度控制是烧结失败最常见的原因。了解这些风险是预防的关键。
欠烧结(过低或过短)
如果峰值温度过低或保温时间过短,则没有足够的热能进行充分的原子扩散。
结果是部件脆弱、多孔且呈粉状,未达到其目标密度或机械强度。
过烧结(过高或过长)
超过最佳温度或时间会导致过度的晶粒长大,这会使材料更脆。
此外,它可能导致部件下垂、翘曲或变形,破坏其尺寸精度。在极端情况下,它可能导致熔化。
不一致的温度控制
如果炉子有热点和冷点,部件的不同区域将以不同的速率烧结。这种差异收缩是翘曲和内部应力的主要原因,导致尺寸不稳定和不可靠的最终产品。
优化烧结目标的温度
理想的温度曲线并非普遍适用;它完全取决于材料和您期望的结果。
- 如果您的主要目标是最大密度: 您必须使用足够高的温度和保温时间来闭合孔隙,但要仔细控制升温速率,以避免在孔隙消除之前困住气体。
- 如果您的主要目标是尺寸精度: 优先采用缓慢、均匀的加热和冷却速率。确保您的炉子在整个部件上提供一致的温度,以防止因差异收缩而引起的翘曲。
- 如果您的主要目标是细晶粒微观结构(为了强度或韧性): 目标是尽可能低的烧结温度和最短的保温时间,以仍能达到所需的密度,从而最大限度地减少晶粒长大的机会。
掌握温度控制就是掌握烧结过程本身,让您能够可预测地设计材料的最终性能。
总结表:
| 温度参数 | 对烧结过程的影响 | 关键考虑因素 |
|---|---|---|
| 峰值温度 | 驱动原子扩散以形成颈部和致密化。 | 过低 = 脆弱、多孔部件;过高 = 过度晶粒长大/翘曲。 |
| 加热速率(升温) | 影响热应力和粘合剂去除。 | 过快可能导致开裂或困住污染物。 |
| 保温时间(浸泡) | 决定致密化程度和微观结构发展。 | 过短 = 欠烧结;过长 = 性能下降。 |
| 冷却速率 | 影响最终应力状态和结构完整性。 | 过快可能导致热冲击和开裂。 |
使用 KINTEK 实现完美的烧结结果
掌握热曲线是释放材料全部潜力的关键。无论您的目标是最大密度、精确的尺寸精度,还是特定的细晶粒微观结构,精确的温度控制都是不可或缺的。
KINTEK 的先进实验室炉具旨在提供您的烧结过程所需的持续、均匀的加热和冷却。 我们的解决方案通过在整个工作负载中提供卓越的热稳定性,帮助您消除翘曲、开裂和性能不一致等常见缺陷。
准备好改变您的烧结结果了吗? 立即联系我们的专家,讨论 KINTEK 的实验室设备如何为您的实验室带来精度、可靠性和卓越性能。
图解指南