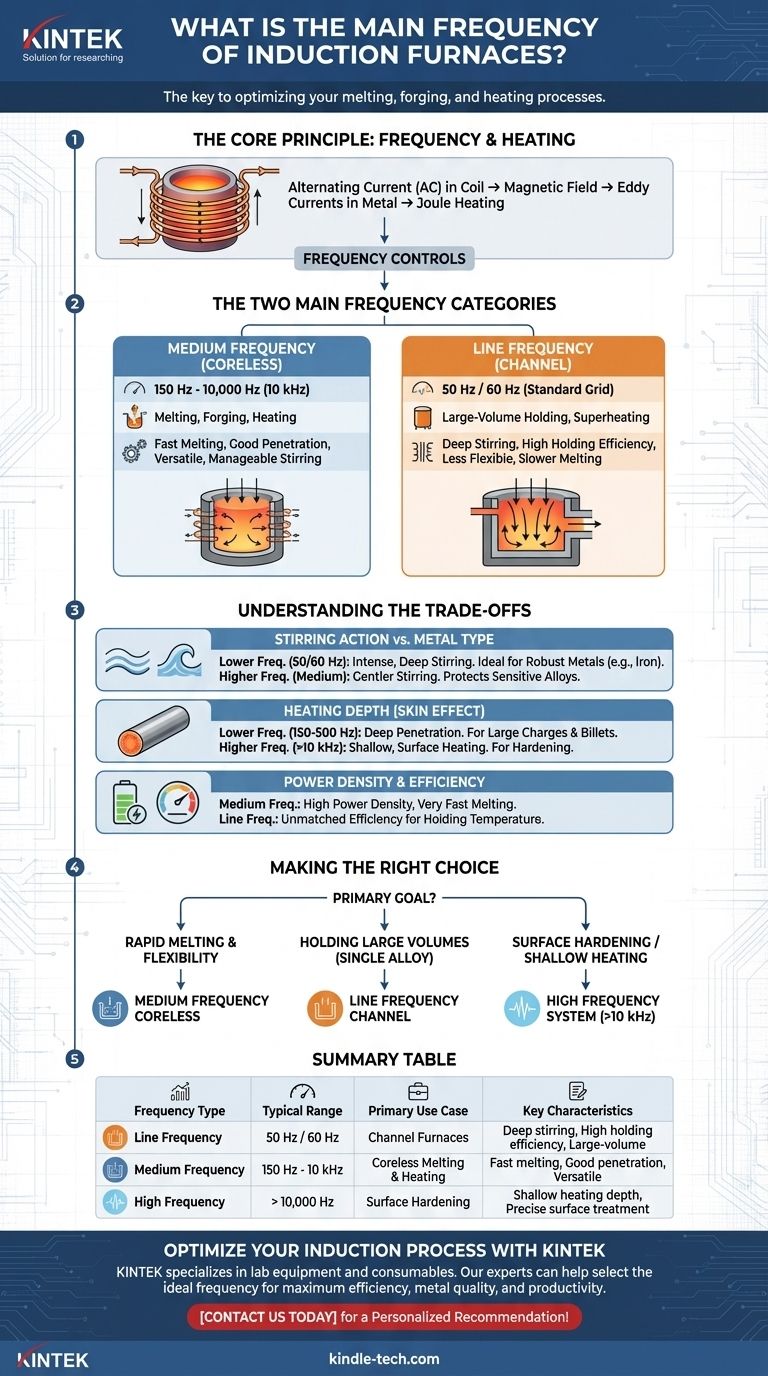
现代感应炉用于熔化、锻造和加热应用,其主要频率是中频,通常范围为 150 Hz 至 10,000 Hz (10 kHz)。然而,另一类称为通道炉的炉子则以标准电网线频率 50 Hz 或 60 Hz 运行。这些频率的选择并非随意;它完全取决于炉子的预期应用。
感应炉的运行频率是其最关键的设计参数。它决定了加热深度、熔融金属的搅拌强度以及特定任务的整体效率,直接区分了快速熔化炉和大型保温炉。
频率如何定义炉子行为
要理解频率为何如此重要,我们必须首先了解感应加热的核心原理。
原理:通过磁性产生热量
感应炉通过铜线圈通入强大的交流电来工作。这会在放置在线圈内的金属炉料周围产生一个快速变化的磁场。
该磁场在金属内部直接感应出强大的二次电流,称为涡流。金属的固有电阻使其迅速升温并熔化,这一过程称为焦耳效应。
控制:频率在加热中的作用
线圈中交流电的频率是主要的控制变量。它直接影响两个关键因素:搅拌作用和加热深度(趋肤效应)。
较低的频率能更深入地穿透金属,并产生更剧烈、更湍急的熔池搅拌。
较高的频率将其加热效应集中在金属表面附近,并产生更温和的搅拌作用。
两种主要的频率类别
基于此原理,感应炉分为两大类,每类都适用于不同的工业作业。
中频无芯炉 (150 Hz – 10 kHz)
这是大多数铸造厂、锻造厂和热处理设施的现代标准。参考文献将其称为“中频熔化炉”或“中频加热炉”。
其主要特点是灵活性。通过在此频率范围内运行,它们实现了良好的加热穿透和可控搅拌的平衡,使其非常适合快速熔化废金属、提纯材料以及加热钢坯进行锻造。
工频通道炉 (50/60 Hz)
这种较旧的、高度专业化的设计以电网直接提供的低频运行。如参考文献所述,它像变压器一样工作,初级线圈在熔融金属的闭合回路或“通道”中感应电流。
极低的频率产生非常强烈的深层搅拌作用,并且在保持已熔融金属浴的温度方面效率极高。这些炉子在从冷态熔化方面速度不快,但在大批量操作中(例如铸铁),作为大容量保温和过热装置表现出色。
了解权衡
选择频率涉及速度、效率和所需冶金结果之间的关键权衡。
搅拌作用与金属类型
工频 (50/60 Hz) 炉的强烈搅拌非常适合确保铁等坚固金属的大熔池温度和成分均匀。然而,这种湍流可能会损坏敏感合金或增加吸气和氧化。
中频炉提供更温和的搅拌,提供更大的控制,并保护更具反应性或特殊金属的质量。
加热深度(趋肤效应)
为了熔化大量炉料或加热厚金属坯料进行锻造,您需要热量深入渗透到材料中。为此,需要较低的频率(例如 150 Hz 至 500 Hz)才能有效实现。
对于表面硬化等应用,您只想加热钢的外层。这需要非常高的频率(通常为 10 kHz 及以上)才能将能量集中在表面。
功率密度和效率
中频电源允许将非常高的功率集中在相对较小的炉子中,从而实现高功率密度和非常快的熔化时间。
工频通道炉在保持金属温度方面的电效率无与伦比,但从固态熔化速度要慢得多,并且在频繁更换合金方面灵活性较差。
为您的目标做出正确选择
您的应用决定了所需的频率。
- 如果您的主要重点是快速熔化和合金灵活性: 无芯中频炉是其速度和多功能性的明确选择。
- 如果您的主要重点是保持大量单一合金: 工频通道炉为连续、高吞吐量操作提供最高效率。
- 如果您的主要重点是表面硬化或浅层加热: 需要专用的高频感应系统(通常高于 10 kHz)来精确控制加热深度。
最终,理解运行频率与冶金结果之间的直接联系是选择正确感应技术的关键。
总结表:
| 频率类型 | 典型范围 | 主要用途 | 主要特点 |
|---|---|---|---|
| 工频 | 50 Hz / 60 Hz | 通道炉 | 深层搅拌,高保温效率,适用于大容量铸铁 |
| 中频 | 150 Hz - 10,000 Hz | 无芯熔化和加热 | 快速熔化,良好穿透,适用于各种金属和合金 |
| 高频 | >10,000 Hz | 表面硬化 | 浅层加热深度,精确表面处理 |
使用正确的感应炉技术优化您的熔化或加热过程。 KINTEK 专注于实验室设备和耗材,为实验室和工业加热需求提供量身定制的解决方案。我们的专家可以帮助您选择理想的频率和炉型,以最大限度地提高特定应用的效率、金属质量和生产力。立即联系我们讨论您的需求并获得个性化推荐!
图解指南