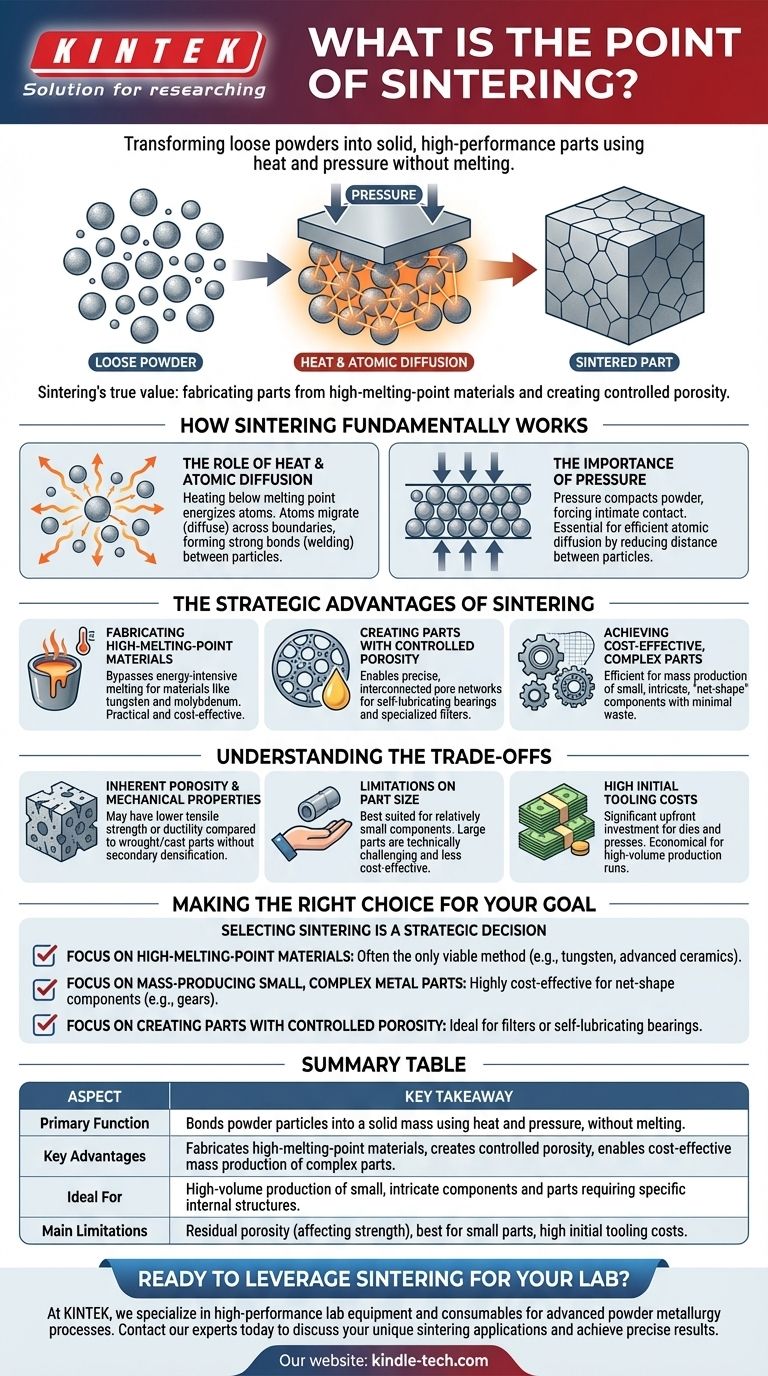
从本质上讲,烧结是一种制造工艺,它将松散的粉末转化为固体、连贯的块体。关键在于它使用热量和压力在不熔化材料的情况下实现这种熔合,从而使工程师能够利用金属、陶瓷和塑料制造坚固、精确的零件,而这些材料用其他方法可能难以或效率低下。
烧结的真正价值不仅在于制造固体物体,还在于其独特的制造能力,可以利用极高熔点的材料来制造零件,并制造出具有可控特性(如孔隙率)的组件,这是传统熔化方法无法实现的。
烧结的基本工作原理
烧结可能看起来只是将粉末压在一起,但该过程是由复杂的原子级机制驱动的。它是一种从根本上改变材料内部结构的热处理。
热量和原子扩散的作用
该过程首先将压实的粉末加热到低于其熔点的温度。这种热量不会使材料液化,而是为原子提供能量。
这些被激活的原子开始在各个粉末颗粒的边界上迁移或扩散。随着它们的移动,它们会形成牢固的金属键或化学键,有效地在颗粒的接触点将它们“焊接”在一起。
压力的重要性
在加热之前,通常会施加压力来压实粉末。这有一个关键目的:它迫使各个颗粒紧密接触,减少它们之间的空间。
这种紧密接触对于原子扩散的有效发生至关重要。如果没有它,原子将需要太远的距离才能形成形成单一固体所需的键。

烧结的战略优势
工程师选择烧结不仅仅是作为一种替代方案,而是因为它能实现其他制造方法(如铸造或机加工)难以提供的能力。
制造高熔点材料
许多先进应用需要具有极高熔点的材料,例如钨和钼。熔化和铸造这些材料需要极高的能源,并且在技术上具有挑战性。
烧结完全绕过了这个问题,因为它在固态下粘合材料,使其成为生产这些高性能材料零件的一种更实用、更具成本效益的方法。
制造具有受控孔隙率的零件
由于烧结是从单个颗粒开始的,因此最终零件不必是 100% 致密的。通过控制工艺参数,工程师可以制造出具有精确、相互连接的孔隙网络的组件。
这被用于制造自润滑轴承(其中孔隙填充有油)或专业金属过滤器。这种对内部结构的控制是粉末冶金工艺独有的。
实现具有成本效益的复杂零件
对于齿轮、链轮和凸轮等小型、复杂组件的大规模生产,烧结非常高效。
它可以生产出几乎不需要后续机加工的“近净形”或“净形”零件。这大大减少了材料浪费和制造时间,在高产量下带来了显著的成本节约。
了解权衡
尽管烧结功能强大,但它并非适用于所有应用的理想解决方案。了解其局限性是有效利用它的关键。
固有的孔隙率和机械性能
除非采取二次致密化步骤,否则烧结零件几乎总是含有一定程度的残余孔隙率。
这种孔隙率可能意味着与由锻轧金属或铸造制成的完全致密零件相比,烧结组件的拉伸强度或延展性较低。必须根据具体应用评估性能权衡。
零件尺寸限制
需要在整个粉末块中施加均匀压力和热量的要求使得烧结最适合相对较小的组件。
通过烧结制造非常大的零件在技术上具有挑战性,而且与使用其他方法相比通常不具有成本效益。
高昂的初始模具成本
用于压实粉末的模具和压机代表着一笔可观的前期投资。
这使得烧结最适合大批量生产,因为模具成本可以分摊到成千上万个零件上。它通常不适用于一次性原型或非常小的批次。
为您的目标做出正确的选择
选择烧结是基于您的材料、几何形状和生产批量的战略决策。
- 如果您的主要重点是使用高熔点材料:烧结通常是最实用,有时甚至是制造钨、钼和先进陶瓷等材料零件的唯一可行方法。
- 如果您的主要重点是批量生产小型、复杂的金属零件:烧结为制造精确的净形组件(如齿轮和皮带轮)提供了一条极具成本效益的途径,材料浪费和二次加工最少。
- 如果您的主要重点是制造具有受控孔隙率的零件:烧结是制造过滤器或自润滑轴承等组件的理想工艺,在这些组件中,多孔内部结构是一种设计特性。
最终,烧结为工程化材料和组件提供了一个强大的工具,这些材料和组件通过传统的熔化和铸造方法将难以、昂贵或不可能实现。
摘要表:
| 方面 | 关键要点 |
|---|---|
| 主要功能 | 使用热量和压力将粉末颗粒粘合成固体块,而不熔化。 |
| 主要优势 | 制造高熔点材料(例如钨),产生受控的孔隙率,并实现复杂零件的经济高效的大规模生产。 |
| 最适合 | 小而复杂的组件的大批量生产,以及需要特定内部结构(如过滤器或自润滑轴承)的零件。 |
| 主要局限性 | 零件可能存在残余孔隙率(影响强度),并且该工艺最适合初始模具成本高的小型零件。 |
准备好利用烧结技术来满足您实验室独特的材料或组件需求了吗?
在 KINTEK,我们专注于提供先进粉末冶金工艺所需的高性能实验室设备和耗材。无论您是开发新材料、优化烧结参数还是扩大生产规模,我们的专业知识和可靠产品都能为您提供支持。
立即通过我们的联系表单联系我们的专家,讨论我们如何帮助您在烧结应用中实现精确、高质量的结果。
图解指南