从本质上讲,连续烧结是一种高产量制造工艺,它通过将粉末材料移动通过具有受控温度区域的长隧道炉,将其转化为固体、致密的块体。与在静态腔室中装载、加热和冷却材料的批次工艺不同,连续烧结使用传送带系统来确保零件的恒定、自动流动,从而极大地提高了生产速度和一致性。
需要理解的关键区别在于,连续烧结优先考虑产量和可扩展性,而不是批次工艺提供的精确气氛控制。这使其成为对效率要求极高的金属和陶瓷部件大规模生产的理想方法。
基本目标:从粉末到固体
要理解连续烧结,我们必须首先掌握烧结过程本身的岩心原理。这是一种由热能驱动的固结方法。
什么是烧结?
烧结是通过施加热量和压力,将粉末材料压实并形成固体块体的过程。关键是,温度保持在材料熔点以下。
目标是减小初始颗粒之间的多孔空间,迫使它们结合在一起,形成致密、坚固的物体。
原子级机制
烧结的魔力发生在原子层面。当材料被加热时,原子获得能量并扩散到相邻颗粒的边界上。
这种原子迁移有效地将颗粒“焊接”在一起,将它们熔铸成一个具有显著更高强度和密度的单一、内聚的部件。
为什么不直接熔化?
烧结对于具有极高熔点的材料至关重要,例如钨和钼,在这些材料中熔化是不切实际且耗能的。
此外,它允许制造出具有受控孔隙率或特定微观结构的部件,而这些是通过铸造无法实现的。

连续烧结过程:分步流程
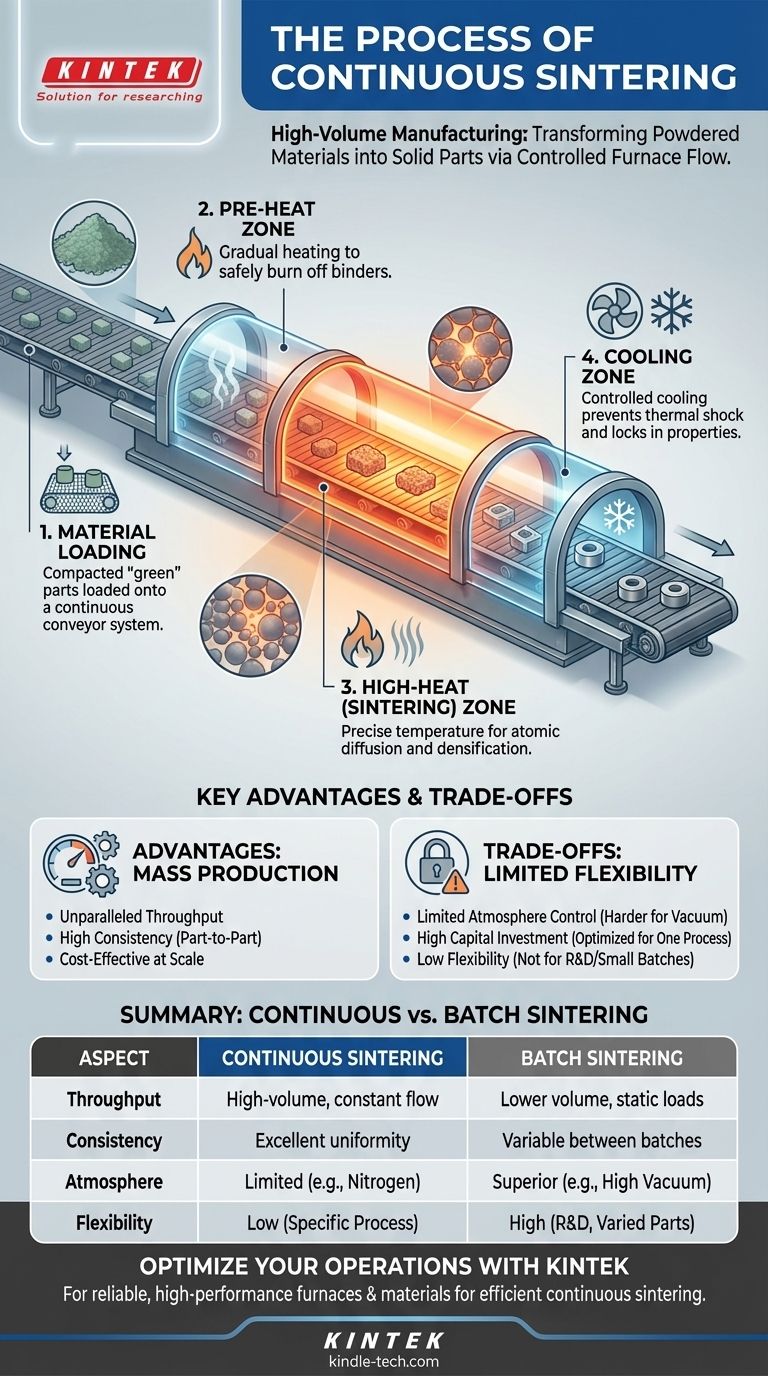
连续过程将烧结原理转化为高效的装配线式操作。这些零件,通常称为“生坯”压件,依次穿过隧道炉的不同区域。
第 1 步:材料装载
压实的“生坯”零件被装载到网带传送带上,或由陶瓷推杆机构在炉口推动进入。装载速率经过仔细控制,以匹配炉子的处理速度。
第 2 步:预热区
当零件进入炉子时,它们首先通过预热区或脱脂区。温度逐渐升高,以安全地烧掉初始粉末压实阶段使用的任何润滑剂或粘合剂。
第 3 步:高温(烧结)区
接下来,零件移动到炉子最热的部分,在该部分温度保持在特定材料的精确烧结点。正是在这个区域发生了关键的原子扩散和致密化。
第 4 步:冷却区
最后,新烧结的零件通过一个受控的冷却部分。这种温度的逐渐降低对于防止热冲击(可能导致开裂)和锁定所需的最终材料性能至关重要。
理解权衡:连续烧结与批次烧结
在连续烧结和批次烧结(如真空或微波烧结)之间进行选择是一个战略性的决定,由一套明确的权衡来定义。
优势:产量和可扩展性
连续烧结的主要优点是其巨大的产量。它专为不间断、大批量生产而设计,使其在规模化生产中具有极高的成本效益。
优势:一致性
由于每个零件都遵循完全相同的路径并经历相同的热循环,因此零件之间的一致性非常高。这对于具有严格质量控制要求的应用至关重要。
局限性:气氛控制
虽然可以维持受控气氛(如氮气或氢气),但与密封的批次炉相比,实现高纯度真空要困难得多。这使得连续烧结不太适合需要原始环境的高度反应性材料。
局限性:灵活性
连续炉是大型、资本密集型的设备,针对一种特定工艺进行了优化。它们不易调整,因此对于研究、原型制作或不同零件的小批量生产效率较低。
根据您的目标做出正确的选择
选择连续烧结还是批次烧结工艺完全取决于您的操作优先级和材料要求。
- 如果您的主要重点是大批量生产和成本效益: 连续烧结是明确的选择,因为它在大规模制造中具有无与伦比的速度、自动化和一致性。
- 如果您的主要重点是材料纯度和精确性能: 真空烧结等批次工艺在气氛控制方面具有卓越的优势,这对于反应性金属或先进陶瓷至关重要。
- 如果您的主要重点是研发或生产多样化的小批量零件: 批次炉的灵活性对于测试不同的热循环和容纳各种材料成分而无需进行重大停机是必不可少的。
通过理解这种基本的过程区别,您可以自信地将您的制造策略与您的特定材料和业务目标保持一致。
摘要表:
| 方面 | 连续烧结 | 批次烧结 |
|---|---|---|
| 产量 | 大批量,连续流动 | 较低产量,静态装载 |
| 一致性 | 出色的零件间均匀性 | 批次间有差异 |
| 气氛控制 | 有限(例如,氮气/氢气) | 卓越(例如,高真空) |
| 灵活性 | 低(针对单一工艺优化) | 高(适用于研发和多样化零件) |
| 最适合 | 标准组件的大规模生产 | 反应性材料、原型制作、小批量 |
准备好通过可靠的烧结解决方案扩大您的组件生产规模了吗? KINTEK 专注于实验室设备和耗材,提供高效连续烧结工艺所需的耐用、高性能炉和材料。无论您是批量生产金属还是陶瓷零件,我们的专业知识都能确保您实现实验室所需的稳定性和产量。立即联系我们,讨论 KINTEK 如何优化您的烧结操作!
图解指南