在冶金学中,保温(soaking)是热处理循环中至关重要的阶段,在此阶段,金属在特定的、升高的温度下保持预定的时间。这个保持期并非被动的;它是确保材料内部微观结构在冷却之前达到均匀稳定状态的关键步骤。整个热处理过程的成功与否,无论是用于硬化、软化还是应力消除,通常都取决于这一阶段是否正确执行。
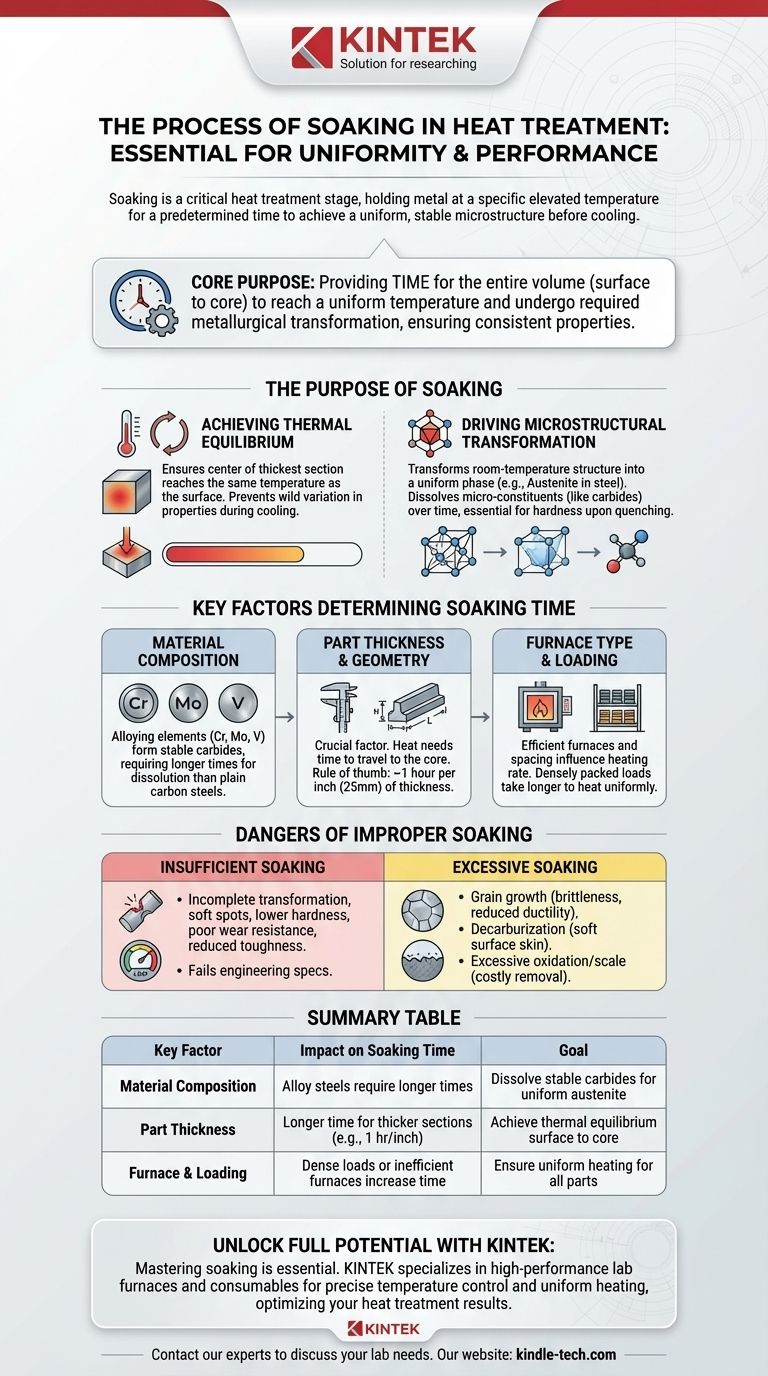
保温的核心目的是提供必要的时间,使零件的整个体积——从表面到核心——达到均匀的温度并经历所需 的冶金转变,从而确保材料内部性能的可预测性和一致性。
保温的目的:不仅仅是加热
仅仅达到目标温度不足以有效地改变材料的性能。内部结构需要时间来反应和稳定。保温确保了这种转变是完整且均匀的。
实现热平衡
金属零件的表面总是比其核心升温更快。保温期的初始阶段允许热量完全渗透,确保最厚部分的中心达到与表面相同的温度。如果没有这种均衡,随后的冷却将在零件的不同区域产生截然不同的性能。
驱动微观结构转变
这是保温最关键的功能。在高温下,金属的晶体结构会发生变化。例如,在钢的硬化过程中,目标是将室温结构转变为称为奥氏体(austenite)的均匀结构。
这个过程涉及将富含碳的微观组成部分(如碳化物)溶解到铁基体中。这类似于将糖溶解在水中——它不会瞬间发生。保温提供了完成这种溶解所需的必要时间,从而形成均匀的奥氏体结构,这是淬火后实现高硬度的基本起点。

决定保温时间的关键因素
计算正确的保温时间是几个因素的平衡。它不是一个放之四海而皆准的参数,必须根据材料和零件本身进行调整。
材料成分和合金元素
普通碳钢的转变相对较快。然而,合金元素如铬、钼和钒会形成非常稳定的碳化物。这些碳化物抵抗溶解,需要更长的保温时间或更高的温度才能形成均匀的奥氏体。
零件厚度和几何形状
最显著的因素是零件的横截面厚度。热量需要时间才能传导到核心。对于钢材,一个通用的经验法则是每英寸(25毫米)厚度保温一小时,但这只是一个起点,还需要根据其他因素进行调整。
炉子类型和装载
炉子的效率以及零件的装载方式也很重要。现代对流炉可能比老式的辐射管炉提供更均匀的加热。同样,紧密堆积的零件比间隔开的零件需要更长的时间才能完全加热,因此需要更长的总炉内时间来确保每个零件都得到适当的保温。
理解权衡:不当保温的风险
保温不足和保温过度都会带来严重的负面后果,使得这一阶段的精确性绝对关键。
保温不足的风险
如果保温时间太短,微观结构转变将不完全。零件的核心可能无法达到目标温度,或者必要的元素(如碳)可能没有完全溶解。
这会导致零件性能不一致。您可能会发现软点、低于预期的硬度、较差的耐磨性和降低的韧性。零件将无法满足其工程规范。
保温过度的问题
保温时间过长不仅浪费能源和金钱,还可能对材料造成损害。主要有两种风险:晶粒长大和不利的表面反应。
晶粒长大(Grain growth)发生在金属内部的微小晶体(晶粒)开始合并并长大。大晶粒会使钢变得更脆,并显着降低其韧性和延展性。
此外,长时间处于高温下可能导致脱碳(decarburization),这是一个碳从钢表面扩散出来的过程。这会在零件表面形成一层“软皮”,使最需要硬化的区域硬化效果失效。它还可能导致过度的表面氧化,即氧化皮(scale),这可能需要在昂贵的二次操作中去除。
根据您的目标做出正确的选择
理想的保温过程总是根据材料和期望的结果量身定制的。没有通用的公式,只有指导原则。
- 如果您的主要重点是简单碳钢零件的最大硬度: 确保核心达到温度,并只留出足够的时间进行完全奥氏体化,然后进行淬火。每英寸厚度一小时的通用指南是一个可靠的起点。
- 如果您的主要重点是提高复杂合金钢零件的韧性: 您必须计划更长的保温时间来溶解稳定的合金碳化物,但要仔细监测时间和温度,以防止过度晶粒长大引起的脆性。
- 如果您的主要重点是消除焊接组件的应力: 目标不同。保温在较低的温度下进行,时间较长,旨在释放内部应力,而不会引起完全的微观结构转变。
最终,掌握保温过程是控制最终性能和释放任何热处理材料全部性能潜力的基础。
摘要表:
| 关键因素 | 对保温时间的影响 | 目标 |
|---|---|---|
| 材料成分 | 合金钢比普通碳钢需要更长的时间 | 溶解稳定的碳化物以获得均匀的奥氏体 |
| 零件厚度 | 较厚截面需要更长时间(例如,每英寸 1 小时) | 实现从表面到核心的热平衡 |
| 炉子和装载 | 紧密装载或低效炉子会增加时间 | 确保所有零件均匀加热 |
利用 KINTEK 释放您材料的全部潜力
掌握保温过程对于实现组件所需的精确硬度、韧性和耐用性至关重要。无论您处理的是简单的碳钢还是复杂的合金,正确的设备和专业知识都能带来巨大的不同。
KINTEK 专注于高性能的实验室炉和耗材,专为苛刻的热处理工艺而设计。我们的解决方案确保精确的温度控制和均匀的加热,帮助您避免不当保温的陷阱——例如软点、脆性或脱碳。
让我们帮助您优化热处理循环,以获得一致、高质量的结果。 立即联系我们的专家,讨论您的具体实验室需求,并发现 KINTEK 如何提高您的冶金成果。
图解指南