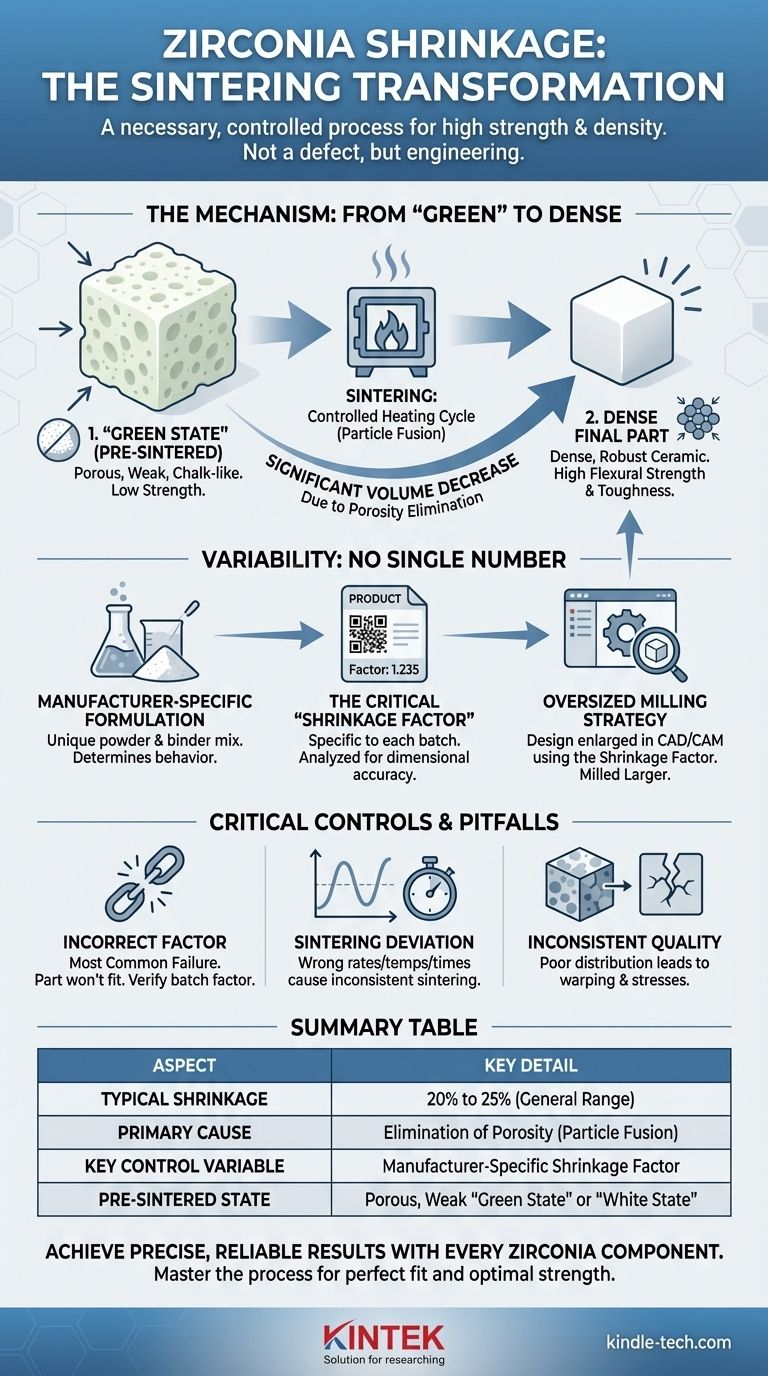
简而言之,氧化锆在烧结过程中会发生显著收缩,这是一种必要的转变,通过加热使材料颗粒熔合,减少孔隙率,并达到最终的高强度和密度。虽然确切的百分比有所不同,但这种收缩是制造过程中可预测且可控的一部分。
关键的见解是,氧化锆收缩并非缺陷,而是其加工过程中一个基本且经过设计的环节。这种收缩在初始铣削阶段经过精确计算和补偿,以确保最终组件达到其精确的预期尺寸和强度。
氧化锆收缩的机制
要了解氧化锆组件的最终性能,您必须首先了解它为何会发生如此显著的尺寸变化。这个过程始于材料处于多孔的预烧结状态,最终形成致密、坚固的最终形态。
从“生坯状态”到致密成品
在烧结之前,铣削后的氧化锆部件处于其“生坯状态”或“白色状态”。在此阶段,它多孔、呈粉笔状,易于铣削,但强度非常低。它本质上是氧化锆颗粒的压缩粉末。
烧结的主要目标是将这种脆弱、多孔的结构转化为完全致密且坚固的陶瓷。
热量和颗粒熔合的作用
烧结过程涉及一个精心控制的加热循环。随着温度升高,单个氧化锆颗粒不会熔化,但会开始在其接触点处熔合。
颗粒边界上的原子扩散使它们彼此靠近,逐渐闭合它们之间的间隙和空隙。
消除孔隙率是收缩的原因
“显著收缩”是消除这种孔隙率的直接结果。随着氧化锆颗粒之间无数微观空隙的塌陷,材料的总体积大幅减少。
这个过程增加了材料的密度,而这正是其卓越机械性能(如高弯曲强度和断裂韧性)的直接原因。
为什么没有单一的收缩数值
您不会找到适用于所有氧化锆的单一、普遍的收缩值。这种可变性是故意的,也是实现高精度结果的关键因素。
制造商特定的配方
每个制造商都开发了自己独特的氧化锆粉末和粘合剂配方。预烧结块或盘中氧化锆颗粒的特定尺寸和分布决定了其精确的收缩行为。
通常,氧化锆的收缩率在20%到25%之间,但这只是一个通用指导。
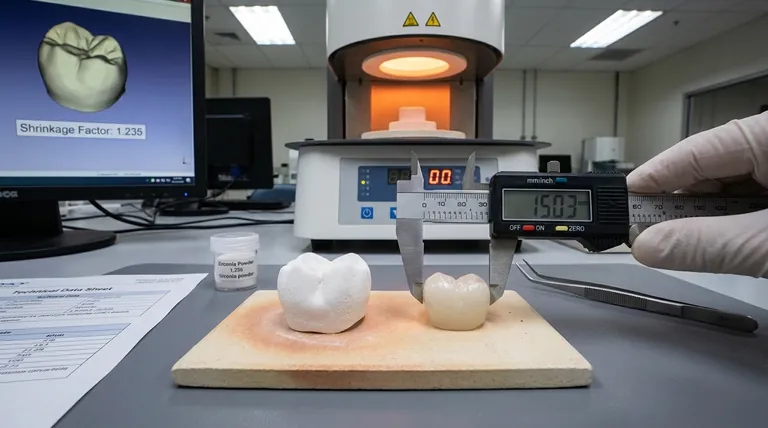
关键的“收缩系数”
为确保尺寸精度,制造商会分析每个生产批次,并在产品标签或二维码上打印精确的收缩系数。这个数字是成功结果的关键。
在开始铣削之前,此系数会被输入到CAD/CAM软件中。
超大铣削策略
软件使用特定的收缩系数自动放大组件的设计。部件会从生坯块中故意铣削成超大尺寸。
在烧结过程中,这个超大部件随后会收缩到原始数字设计中指定的精确尺寸,确保完美贴合。
了解权衡和陷阱
控制收缩对于成功至关重要。未能管理好这个单一变量将损害整个过程。
不正确收缩系数的影响
使用错误的收缩系数是导致失败最常见的原因。如果补偿不准确,牙冠或工业组件将无法贴合,从而浪费时间和材料。务必验证您正在使用的特定盘片的系数。
烧结循环的偏差
虽然收缩系数是主要的,但烧结循环本身也起着作用。偏离制造商推荐的加热速率、峰值温度或保温时间可能导致不完全或不一致的烧结,从而影响最终尺寸和材料的机械完整性。
材料质量不一致
使用颗粒分布不一致的低质量氧化锆块可能导致不可预测、不均匀的收缩。这可能导致最终部件翘曲或产生内应力,使其容易过早失效。
为您的目标做出正确选择
实现可预测的收缩在于从数字设计到最终烧结,对您的过程保持严格控制。
- 如果您的主要关注点是临床或工程适配: 始终使用制造商提供的、针对您正在铣削的特定批次氧化锆的收缩系数。
- 如果您的主要关注点是材料强度: 严格遵守经过验证的烧结协议,以确保完全致密化并形成最佳机械性能。
- 如果您的主要关注点是过程可靠性: 定期校准您的烧结炉,并实施一个工作流程,在每次作业前仔细检查收缩系数输入。
最终,掌握氧化锆需要将收缩视为一个可控变量,而不是一个问题,它能释放材料无与伦比的性能。
总结表:
| 方面 | 关键细节 |
|---|---|
| 典型收缩范围 | 20% 至 25% |
| 主要原因 | 颗粒熔合过程中孔隙率的消除 |
| 关键控制变量 | 制造商特定的收缩系数 |
| 预烧结状态 | 多孔、脆弱的“生坯状态”或“白色状态” |
| 收缩结果 | 高密度、强度和断裂韧性 |
让每个氧化锆组件都实现精确、可靠的结果。
掌握烧结过程对于确保您的牙科修复体或工业部件具有完美贴合和最佳强度至关重要。KINTEK专注于支持这种精度的实验室设备和耗材。
我们系列的高品质烧结炉和配件专为一致、受控的加热循环而设计。与我们合作,提高您的工作流程可靠性和材料性能。
立即联系KINTEK,讨论您实验室的烧结需求,并为您找到合适的解决方案。
图解指南