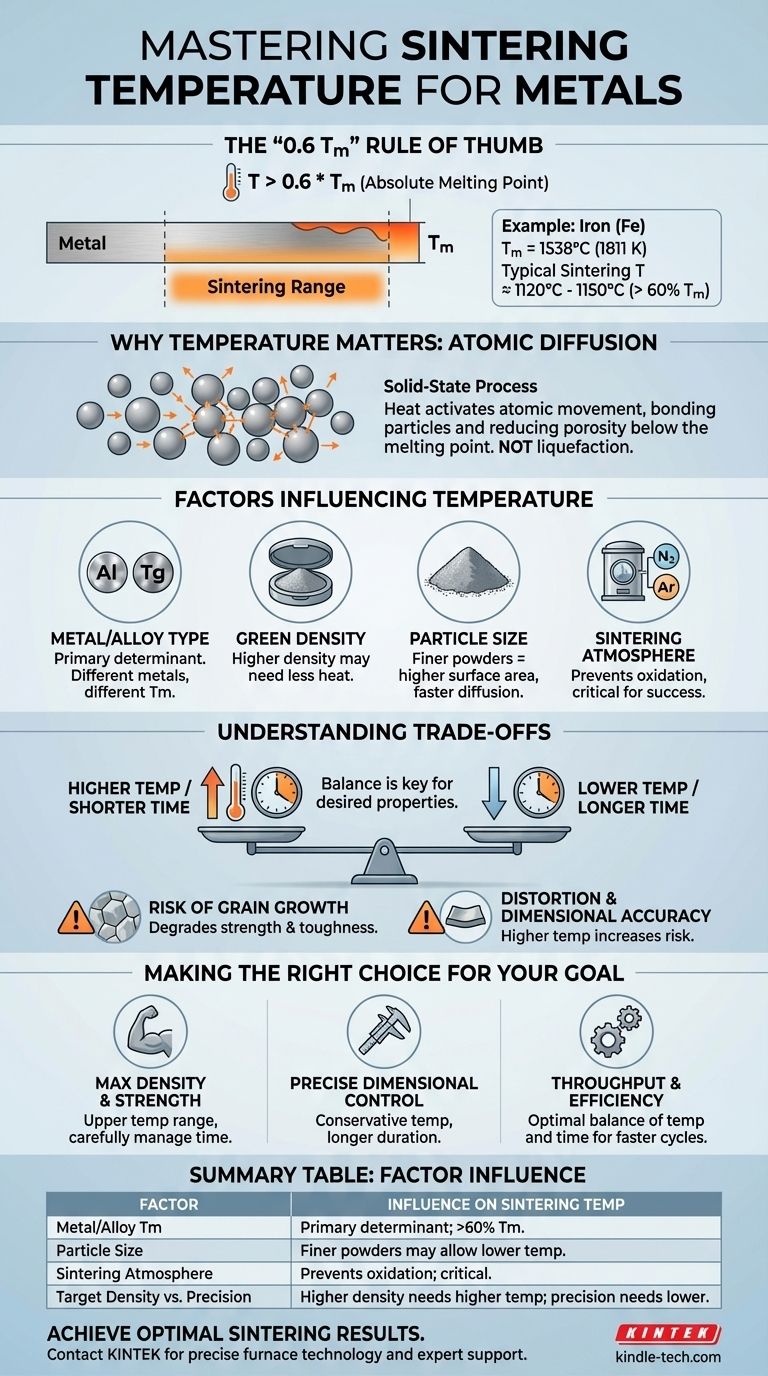
作为一般原则,金属的烧结温度通常设定在其绝对熔点(Tm)的60%以上。这不是一个固定的数值,而是一个完全取决于具体金属或合金的范围。高温对于原子在金属粉末颗粒边界之间扩散至关重要,使其在不熔化材料的情况下熔合形成固体块。
烧结的核心概念不是熔化金属,而是将其加热到足以激活原子运动的程度。这种固态扩散过程减少了颗粒之间的空间,将它们结合在一起并增加了最终部件的密度。
为什么温度是烧结的关键
烧结本质上是一个由热驱动的原子传输过程。理解这个原理比记住一个特定的温度更重要,因为它允许您根据不同的材料和目标调整过程。
激活原子扩散
热量赋予金属粉末颗粒内的原子动能。在烧结温度下,原子变得足够活跃,可以在接触点从一个颗粒移动到另一个颗粒。
这种运动,被称为原子扩散,填充了颗粒之间的空隙(孔隙率),有效地在微观层面将它们“焊接”在一起。
固态过程
至关重要的是,烧结发生在材料熔点以下。如果金属熔化,预烧结部件(“生坯”)的精确形状就会丢失。
目标是熔合颗粒,而不是使其液化。这就是为什么这个过程通常被称为固态烧结。
“0.6 Tm”经验法则
使用熔点(Tm)0.6倍以上温度的指导原则提供了一个可靠的起点。例如,铁在1538°C(1811 K)熔化。
因此,铁基粉末的典型烧结温度将高于大约923°C(0.6 * 1538°C),通常在1120°C至1150°C的范围内,以获得最佳性能。
影响理想温度的因素
“0.6 Tm”规则是一个起点,而不是最终答案。您特定应用的理想温度受几个相互关联的因素影响。
特定金属或合金
这是最重要的因素。像铝(熔点660°C)这样的低熔点金属将在远低于钨(熔点3422°C)这样的难熔金属的温度下烧结。
压实和生坯密度
烧结前部件的密度(其“生坯密度”)起着作用。压实度更高的部件颗粒之间空隙更少,可能需要较不激进的温度曲线才能达到完全密度。
颗粒尺寸
更细的金属粉末具有更高的表面积与体积比。这为扩散提供了更多的途径,有时可以在稍低的温度或更短的时间内成功烧结。
烧结气氛
大多数金属在高温下会迅速氧化。颗粒表面的氧化会阻止它们熔合在一起。
因此,烧结必须在受控气氛中进行,例如真空或在保护性屏蔽气体(如氮气、氩气或吸热气体)下进行,以防止氧化并确保适当的扩散。
理解权衡
选择烧结温度是在平衡相互竞争的目标。没有一个“最佳”温度,只有针对特定结果的正确温度。
温度与时间
烧结温度和时间之间存在反比关系。您通常可以通过在较低温度下烧结更长时间,或在较高温度下烧结更短时间来达到相似的密度水平。
晶粒生长的风险
使用过高的温度或将部件在温度下保持过长时间会导致晶粒生长。这是指金属内部的单个晶粒合并并变大。
过度的晶粒生长会降低最终部件的机械性能,特别是其强度和韧性。
变形和尺寸精度
温度越高,下垂、翘曲或其他形式热变形的风险越大。对于需要高尺寸精度的部件,仔细控制的、通常较低的温度至关重要。
为您的目标做出正确选择
您的理想烧结温度取决于您的最终目标。使用这些原则来指导您的工艺开发。
- 如果您的主要目标是实现最大密度和强度:您可能会在该合金推荐温度的上限范围内操作,以最大化扩散,同时仔细管理时间以防止过度晶粒生长。
- 如果您的主要目标是保持精确的尺寸控制:通常首选采用较低温度、较长持续时间的更保守方法,以最大程度地减少变形风险。
- 如果您的主要目标是吞吐量和效率:您必须在较高温度(可实现更快循环)与增加的能源成本和相关工艺风险之间找到最佳平衡。
最终,掌握烧结温度就是控制原子运动,从头开始构建您的部件。
总结表:
| 因素 | 对烧结温度的影响 |
|---|---|
| 金属/合金熔点 (Tm) | 主要决定因素;温度通常 >60% Tm。 |
| 颗粒尺寸 | 更细的粉末可能允许稍低的温度。 |
| 烧结气氛 | 防止氧化;不直接设定温度,但对成功至关重要。 |
| 目标密度与尺寸控制 | 更高的密度目标需要更高的温度;精密部件需要较低的温度。 |
为您的金属部件实现最佳烧结效果。选择正确的温度对于密度、强度和尺寸精度至关重要。KINTEK 专注于实验室设备和耗材,提供您的实验室掌握烧结过程所需的精确炉技术和专家支持。立即联系我们的专家,讨论您的具体金属烧结要求,并发现适合您的解决方案。
图解指南