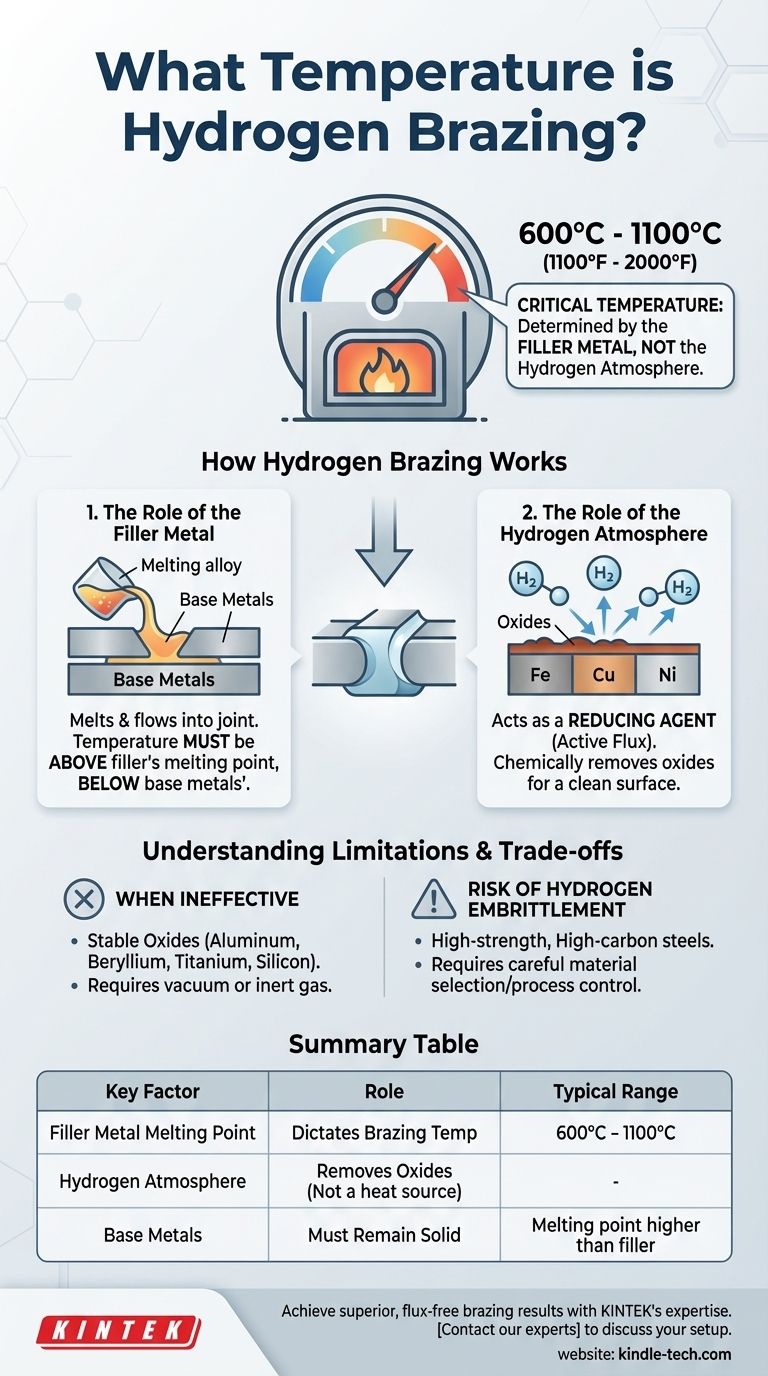
在氢气钎焊中,关键温度由填充金属决定,而不是氢气气氛本身。 虽然该过程在高温下进行,但没有单一的“氢气钎焊温度”。相反,温度必须设置得足够高,以熔化所使用的特定钎焊填充合金,其范围通常为 600°C 至 1100°C 以上(1100°F 至 2000°F)。
核心要点是,氢气气氛充当清洁剂,而不是热源。它的作用是在高温下化学去除基体金属上的氧化物,使熔融的填充金属形成洁净、坚固的结合。正确的温度完全由您选择的填充金属的熔点决定。
氢气钎焊的工作原理
填充金属的作用
任何钎焊操作的核心都是填充金属。这是一种合金,它熔化,通过毛细作用流入两个基体部件之间的间隙,然后凝固形成接头。
工艺温度必须设置在填充金属的熔点之上,但低于被连接基体金属的熔点。
氢气气氛的作用
在钎焊所需的高温下,金属会迅速氧化。这些氧化层会阻止填充金属“润湿”表面,从而导致接头薄弱或根本无法形成。
氢气充当还原剂或活性助焊剂。它与许多常见金属(如铁、铜、镍和钴)的氧化物发生反应,将它们还原回纯金属状态,为填充金属提供一个完全洁净的表面以进行结合。
温度和气氛如何协同工作
这个过程是一个协同作用。炉子提供热能以熔化填充合金,而氢气气氛同时准备金属表面,确保熔融填充金属能够形成连续、高完整性的冶金结合。

了解局限性和权衡
氢气何时无效
氢气并非万能解决方案。它不足以还原某些金属上形成的非常稳定的氧化物。
这包括铝、铍、钛和硅等金属。对于这些材料,氢气钎焊不适用,需要采用真空钎焊或惰性气体(如氩气)钎焊等工艺。
氢脆风险
某些材料,特别是高强度和高碳钢,在钎焊温度下会吸收原子氢。这可能导致延展性显著丧失和过早失效,这种现象称为氢脆。
在钎焊易受影响的合金时,需要仔细选择材料和程序控制以降低此风险。
安全注意事项
氢气高度易燃,需要专业的密封炉和严格的安全协议才能正确处理。这是一个需要受控环境的工业过程。
为您的材料做出正确选择
- 如果您的主要目标是连接普通钢、铜或镍合金: 氢气钎焊是创建洁净、无助焊剂接头的绝佳选择。温度将由适用于您应用的铜、银或镍基填充金属决定。
- 如果您的主要目标是连接具有稳定氧化物的材料(例如,铝、钛): 您必须使用替代工艺,如真空钎焊,因为氢气气氛在清洁这些表面方面无效。
- 如果您的主要目标是连接高碳钢或硬化钢: 您必须评估氢脆的风险。可能需要不同的气氛或钎焊后热处理。
最终,选择正确的钎焊温度始于为您的特定基体材料和性能要求选择合适的填充金属。
总结表:
| 关键因素 | 在氢气钎焊中的作用 | 典型范围 |
|---|---|---|
| 填充金属熔点 | 决定钎焊温度 | 600°C - 1100°C (1100°F - 2000°F) |
| 氢气气氛 | 去除基体金属上的氧化物 | 不是热源 |
| 基体金属 | 在钎焊过程中必须保持固态 | 熔点高于填充金属 |
凭借 KINTEK 的专业知识,实现卓越的无助焊剂钎焊效果。
在您的实验室中,是否正在为氧化污染或薄弱接头而苦恼?我们的氢气钎焊解决方案提供洁净、受控的气氛,为钢铁、铜和镍合金等材料提供坚固的冶金结合。
我们专注于根据您的特定研究和生产需求量身定制实验室设备和耗材。
立即联系我们的专家,讨论适合您材料的理想钎焊设置,并确保接头完整性。
图解指南