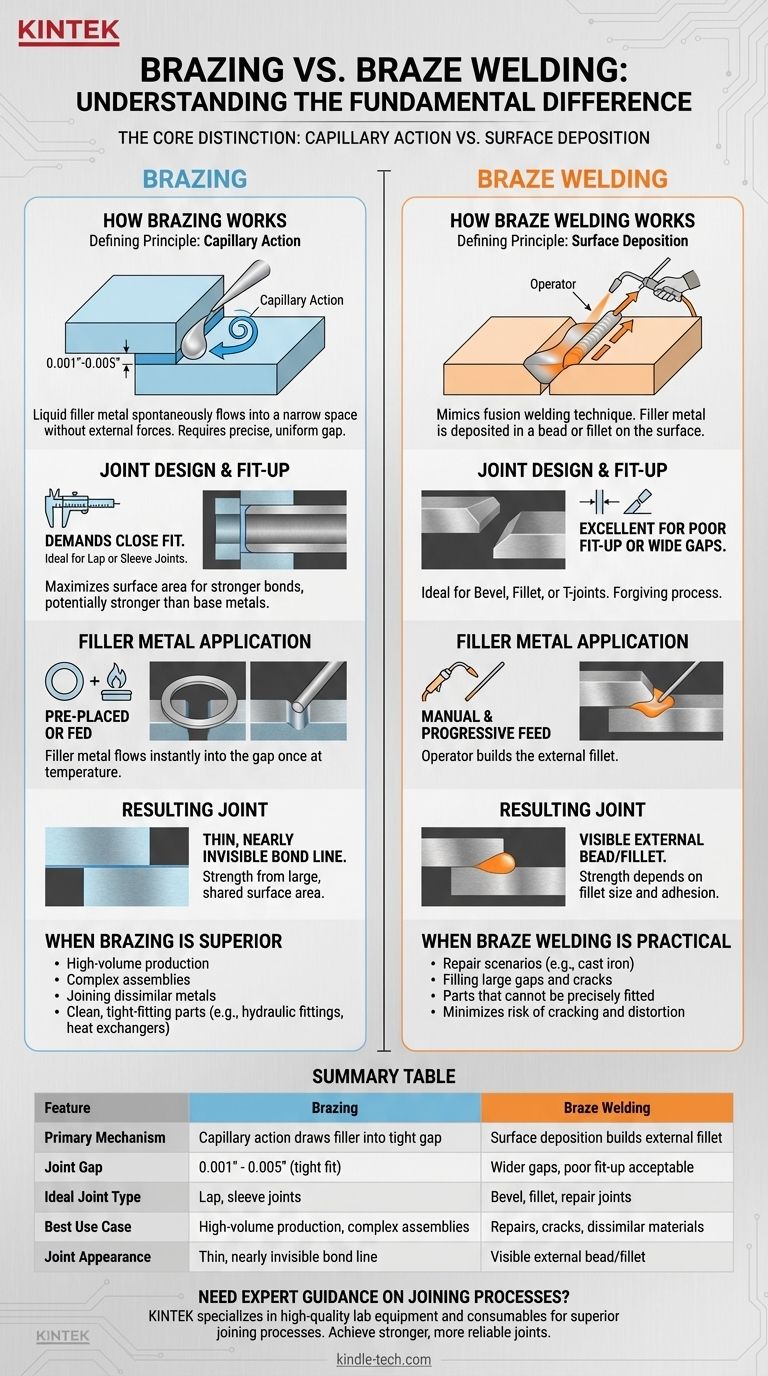
从根本上讲, 区别在于填充金属连接部件的方式。真正的钎焊利用毛细管作用将熔融的填充金属吸入两个部件之间非常紧密、清洁的间隙中。相比之下,钎补焊将填充金属以焊道或焊角的形式沉积在接头表面,很像传统的焊接,但不会熔化母材。
核心区别很简单:钎焊是将填充金属拉入接头内部,而钎补焊是将填充金属铺设在接头表面。这种应用上的单一差异决定了从接头设计到每种工艺的适当用例的一切。
决定性原则:毛细管作用与表面沉积
要真正理解这种区别,您必须了解每种工艺中起作用的物理机制。尽管两者都使用熔点低于母材的填充金属,但它们在物理上是截然不同的。
钎焊的工作原理
钎焊的定义是毛细管作用。这是一种液体自发地流入狭窄空间而无需外部力(如重力)辅助,甚至可以抵抗外部力的现象。
要使这种情况发生,接头必须设计有非常特定、均匀的间隙——通常在 0.001" 到 0.005" 之间。然后将填充金属引入该接头的边缘,在那里它熔化并立即被吸入间隙中,从而在整个表面形成一个完整的高强度结合。
钎补焊的工作原理
钎补焊不使用毛细管作用。相反,该技术模仿传统的熔焊(如 TIG 或氧乙炔焊)。
使用热源在母材表面形成熔融的填充金属熔池。然后操作员将更多的焊丝手动添加到该熔池中,沿着接缝构建焊道或焊角。它用于填充 V 型坡口、对接接头或 T 型接头,在这些地方没有适合毛细管作用的紧密间隙。

工艺对比
接头准备和应用的实际差异直接源于是否存在毛细管作用。
接头设计和装配
钎焊要求紧密贴合的接头。搭接或套管接头是理想的,因为它们最大化了填充金属结合的表面积,从而形成的接头强度可能高于母材本身。
另一方面,钎补焊非常适合装配间隙不良或间隙较大的接头。它通常用于斜面接头和角接头,类似于为电弧焊准备的接头。
填充金属的应用
在钎焊中,填充金属可以在加热前预先放置为环或垫片,位于组件内部。或者,一旦组件达到温度,可以将填充金属接触到接头线,使其立即流入间隙中。
在钎补焊中,焊丝是沿着接头线手动并逐步送入热源中,以构建外部焊角。
形成的接头强度和外观
正确钎焊的接头具有非常薄、几乎看不见的结合线。其强度来源于所连接的两个部件的大而共有的表面积。
钎补焊的接头具有可见的外部焊道,外观类似于焊接接头。其强度取决于焊角的尺寸及其对母材表面的附着力。
了解权衡
“钎补焊”一词是持续混淆的根源。它因其应用技术(类似于焊接)而得名,但其潜在的物理原理(母材不熔化)使其成为钎焊家族的工艺。
何时钎焊是更优的选择
钎焊非常适合大批量生产、复杂组件和连接异种金属。它能够清洁、紧密贴合的部件连接整个表面,使其非常适合制造液压接头、热交换器和航空航天部件。
何时钎补焊更实用
钎补焊在维修场景中表现出色,尤其是在对高温敏感的材料(如铸铁)上。它能够在不熔化母材的情况下填充大间隙和裂缝,最大限度地降低开裂和变形的风险。对于连接无法精确装配的部件来说,这是一种宽容的工艺。
主要限制
与熔焊相比,这两种工艺的主要限制是使用温度。由于填充金属的熔点较低,钎焊和钎补焊的接头不适用于可能会再次熔化的极端高温应用。
为您的应用做出正确的选择
最佳方法取决于您的接头配置、材料和最终目标。
- 如果您的主要重点是连接紧密贴合的部件并获得最大的剪切强度: 选择传统的钎焊,因为毛细管作用可确保完全均匀的接头渗透。
- 如果您的主要重点是修复裂缝或连接装配间隙不良的部件: 选择钎补焊,以有效地填充材料并桥接间隙。
- 如果您的主要重点是在薄板金属边缘连接: 钎补焊可以形成牢固的焊角,而钎焊则需要搭接的接头设计。
- 如果您的主要重点是在管道或管接头中形成牢固、防泄漏的密封: 钎焊是行业标准,因为它能够完全渗透套管接头。
最终,了解您的任务是需要填充紧密间隙还是构建外部焊角,将始终引导您选择正确的工艺。
摘要表:
| 特征 | 钎焊 | 钎补焊 |
|---|---|---|
| 主要机制 | 毛细管作用将填充物吸入紧密间隙 | 表面沉积构建外部焊角 |
| 接头间隙 | 0.001" - 0.005"(紧密贴合) | 可接受较宽的间隙和不良的装配 |
| 理想接头类型 | 搭接、套管接头 | 斜面、角接、维修接头 |
| 最佳用途 | 大批量生产、复杂组件 | 维修、裂缝、异种材料连接 |
| 接头外观 | 薄的、几乎看不见的结合线 | 可见的外部焊道/焊角 |
需要有关连接工艺的专家指导?
无论您是处理需要精确钎焊的复杂组件,还是使用钎补焊应对具有挑战性的维修工作,拥有正确的设备和耗材对于成功至关重要。
KINTEK 专注于高品质的实验室设备和耗材,以支持卓越的连接工艺。我们的产品有助于确保实验室和制造设施的加热应用一致、填充金属流动顺畅以及结果可靠。
让我们帮助您实现更牢固、更可靠的接头。
立即联系我们的专家,讨论您的具体应用需求,并了解 KINTEK 的解决方案如何增强您的连接能力。
图解指南