
失败的常见征兆
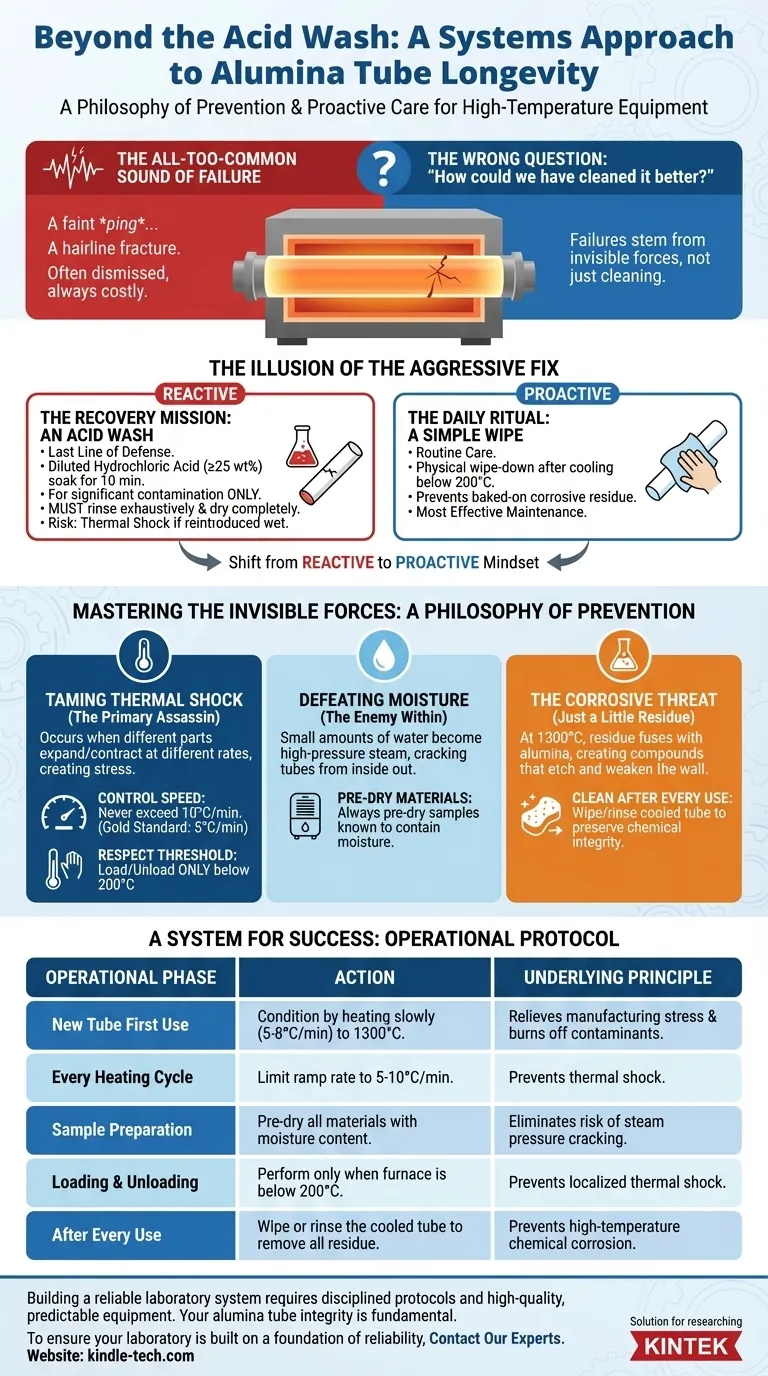
通常始于冷却炉发出的微弱叮当声——这种声音如此细微,很容易被忽略。第二天,研究人员会发现真相:一条细微的裂缝沿着他们昂贵的氧化铝管延伸。
当下的问题总是:“我们本可以清洁得更好吗?”
但这是个错误的问题。高温设备中最关键的故障并非源于清洁不足。它们源于对看不见的力的误解——热应力、蒸汽压力和化学反应。真正的问题是:“我们输掉了哪场看不见的战斗?”
激进修复的幻觉
面对受污染的管子,我们的本能是行动。我们拿起强效清洁剂,寻求决定性的解决方案。这种偏向被动措施的倾向是人之常情,但在材料科学中,它可能适得其反。
抢救行动:酸洗
对于严重的污染,用稀释的盐酸(≥25 wt%)浸泡10分钟可以溶解金属氧化物和其他残留物。这应被视为紧急抢救行动,而非日常任务。它是最后的防线。
酸浸后,必须用去离子水彻底冲洗管子并完全干燥。将湿管子重新放入炉中是您试图避免的热冲击的根源。
日常仪式:简单擦拭
对于日常维护,在管子冷却到200°C以下后进行物理擦拭通常就足够了。这个简单的动作可以防止残留物在下一个循环中粘附在表面上,在那里它们会成为腐蚀剂。
心理上的陷阱是相信更激进的方法总是更好。实际上,最有效的维护是那种使激进清洁变得不必要的维护。
掌握看不见的力:预防的哲学
氧化铝管的寿命与其清洁方式的关系不大,而与其运行期间的待遇关系更大。这需要思维模式的转变,从“维护即清洁”转变为“维护即规程”。
驯服热冲击:看不见的应力
热冲击是陶瓷管的主要“杀手”。当材料的不同部分以不同的速率膨胀或收缩时,就会发生热冲击,产生巨大的内部应力,导致断裂。这是一种无声的、看不见的力量。
要克服它,您必须遵守两条不变的规则,尊重材料的物理特性:
- 控制速度:加热和冷却速率绝不能超过10°C/分钟。更保守的5°C/分钟的速率是延长寿命的金标准。
- 尊重阈值:切勿在炉温高于200°C时装卸样品。将室温物体引入热区对管子来说是一次剧烈的热事件。
这需要耐心——一种直接对抗实验室对速度压力的心理纪律。
战胜水分:内在的敌人
即使样品中少量水分在加热时也会变成高压蒸汽的“口袋”。这种蒸汽会以足够大的力膨胀,从内部将固体氧化铝撑裂。
规程很简单:始终预先干燥已知含有水分或结晶水的材料。这种远见将灾难性的风险转化为微不足道的麻烦。
“一点点残留物”的腐蚀威胁
残留的样品残留物不仅仅是清洁问题。在1300°C下,它是一种反应性化学物质。它会与氧化铝熔合,形成新的化合物,随着时间的推移会蚀刻、腐蚀和削弱管壁。每次使用后清洁并非为了美观;而是为了保持设备化学完整性。
成功的系统
寿命不是一次英雄式的清洁会话的结果。它是数十次微小、有纪律的决策的总和。健全的操作规程是唯一真正的“维护”。
| 操作阶段 | 操作 | 基本原理 |
|---|---|---|
| 新管首次使用 | 缓慢加热(5-8°C/分钟)至1300°C进行调质。 | 缓解制造应力并烧掉污染物。 |
| 每次加热循环 | 将升温速率限制在5-10°C/分钟。 | 防止热冲击。 |
| 样品准备 | 预先干燥所有含水分的材料。 | 消除蒸汽压力开裂的风险。 |
| 装卸 | 仅在炉温低于200°C时进行。 | 防止局部热冲击。 |
| 每次使用后 | 清洁冷却后的管子以清除所有残留物。 | 防止高温化学腐蚀。 |
建立一个可靠的实验室系统需要有纪律的规程和高质量、可预测的设备。您的氧化铝管的完整性是可重复结果的基础,它每天提醒我们,精密工具需要精密的心态。在KINTEK,我们专注于提供高性能的实验室设备和耗材,为您的最关键工作奠定可靠的基础。
为确保您的实验室建立在可靠的基础上,从炉管到最复杂的分析仪,请联系我们的专家。
图解指南
相关产品
- 工程先进陶瓷用高温氧化铝(Al2O3)炉管
- 1700℃ 氧化铝管实验室高温管式炉
- 1400℃ 氧化铝管实验室高温管式炉
- 工程用高级精密陶瓷高温氧化铝(Al2O3)保护管
- 工程先进氧化铝 Al2O3 陶瓷坩埚,用于实验室马弗炉



















