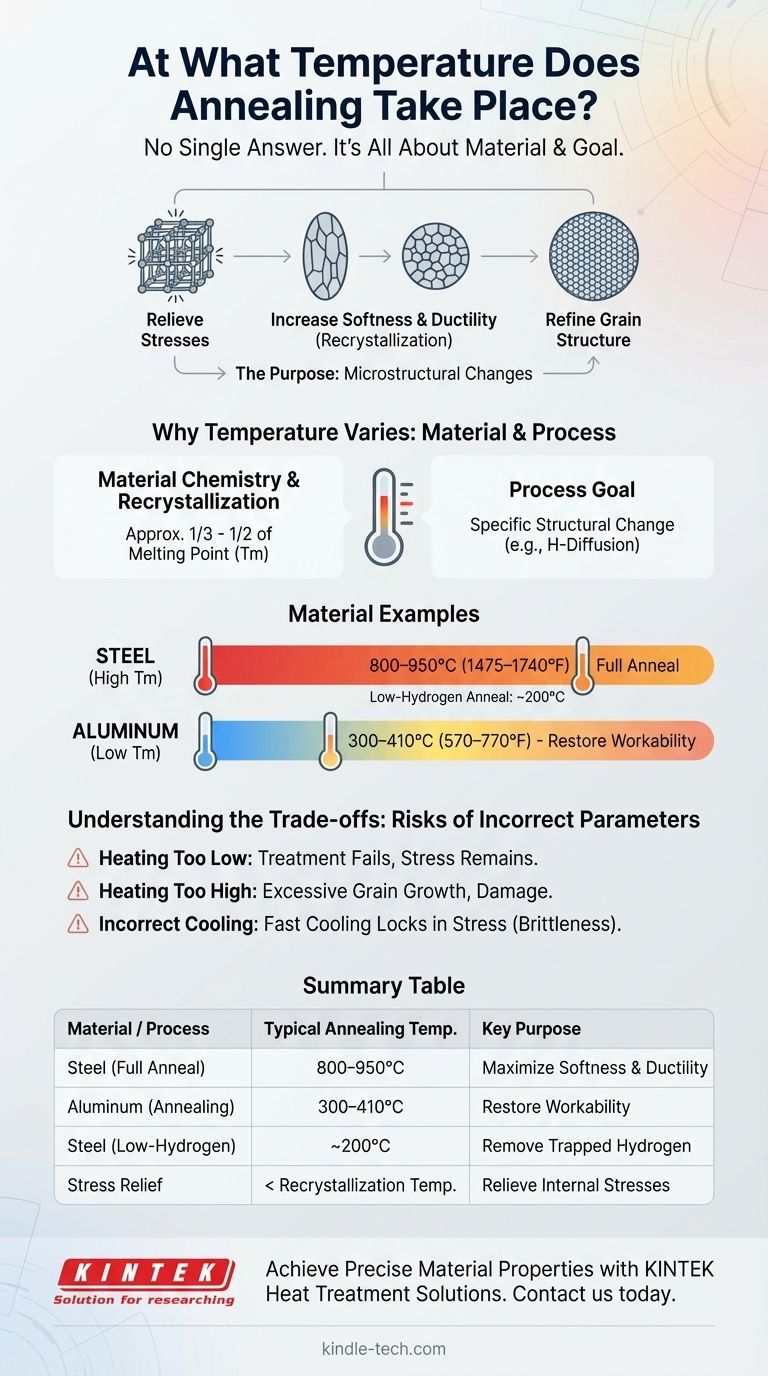
最终,退火没有单一的温度。 正确的温度完全取决于被处理的特定材料和期望的结果。例如,钢的低氢退火工艺可能需要最低 200°C 的温度,以使氢原子扩散出来,而要软化相同钢材的全退火则需要高得多的温度。
退火不是一个过程,而是一系列热处理。目标温度是一个经过精心选择的可变因素,根据材料的独特性能——例如其再结晶点——以及具体目标(无论是消除应力、提高柔软度还是细化原子结构)来选择。
退火的目的:不仅仅是加热
要理解为什么温度会有所不同,您必须首先了解退火在微观层面上实现了什么。目标是引起材料晶体结构或“微观结构”的特定变化。
消除内部应力
弯曲、焊接或机加工等工艺会在材料的原子晶格中引入应力。加热材料使原子获得足够的能量以轻微移动,使它们能够稳定在更稳定的、能量更低的位置。这可以消除内部应力,而不会改变材料的基本性能。
提高柔软度和延展性
当金属被“冷加工”(在室温下成型)时,其晶粒会变形和拉长,使其更硬、更脆。退火将材料加热到其再结晶温度以上,允许形成新的、无应变的晶粒。这个称为再结晶的过程有效地重置了微观结构,恢复了柔软度和延展性。
细化晶粒结构
材料晶粒的大小和均匀性对其机械性能有很大影响。通过仔细控制退火温度和冷却速度,工程师可以产生细小、均匀的晶粒结构,这通常能提供强度和韧性的最佳平衡。

温度变化的原因:材料和工艺
所需的温度是材料化学成分和您想要实现的特定结构变化的直接函数。
再结晶温度的作用
对于大多数金属来说,最重要的因素是再结晶温度。这是冷加工材料中开始形成新晶粒的温度。一个通用的经验法则是,该温度大约是材料熔点(以开尔文等绝对标度测量)的三分之一到二分之一。
示例:钢与铝
比较材料时,差异就很明显。
- 钢: 作为一种高熔点合金,钢需要较高的退火温度。 “全退火”通常发生在 800–950°C (1475–1740°F) 之间。
- 铝: 熔点低得多,铝可以在明显更低的温度下退火,通常在 300–410°C (570–770°F) 之间。
特定工艺的温度
有时,目标不是完全再结晶。提到低氢退火(或“氢气烘烤”)就是一个完美的例子。在这里,目标是简单地给予被困的氢原子足够的热能,使其从钢中扩散出来,从而防止氢脆。这需要比全退火低得多的温度——大约 200°C——因为您不是试图重新生长晶粒。
理解权衡
选择错误的温度或工艺参数可能比根本不退火更糟。
加热温度过低
如果温度未达到预期工艺所需的阈值(例如再结晶),处理将会失败。您将耗费了能源和时间而没有任何好处,材料仍将处于应力状态或很脆。
加热温度过高(超调)
超过最佳退火温度会导致晶粒过度生长。大晶粒会降低材料的强度和韧性。在极端情况下,过热会导致永久性损坏,甚至开始熔化材料。
错误的冷却速度
退火是一个两部分过程:加热和冷却。冷却速度与温度同样关键。冷却过快可能会锁定应力或形成坚硬、易碎的结构(如钢中的马氏体),完全违背了使材料变软的目的。正确的退火几乎总是涉及非常缓慢的冷却。
确定正确的退火温度
要正确应用此知识,您必须首先定义您的目标。请查阅特定材料的数据表以获取精确的温度范围。
- 如果您的主要重点是在机加工或焊接后消除应力: 您通常可以使用较低温度的工艺,称为亚临界退火,它不会从根本上改变晶粒结构。
- 如果您的主要重点是最大化成型时的柔软度: 您必须通过将材料加热到其上临界温度以上并确保非常缓慢的冷却速度来进行全退火。
- 如果您的主要重点是去除氢气等夹带气体: 专门的低温烘烤(钢材通常在 200-300°C 之间)就足够了,可以避免改变材料的核心强度。
成功的退火取决于将温度视为实现特定微观结构目标的精确工具,而不是一个固定数字。
摘要表:
| 材料/工艺 | 典型退火温度范围 | 关键目的 |
|---|---|---|
| 钢(全退火) | 800–950°C (1475–1740°F) | 最大化柔软度和延展性 |
| 铝(退火) | 300–410°C (570–770°F) | 恢复可加工性 |
| 钢(低氢退火) | ~200°C (392°F) | 去除夹带的氢气 |
| 应力消除(亚临界) | 低于再结晶温度 | 消除内部应力 |
使用正确的退火设备实现精确的材料性能。 正确的温度对于成功至关重要——无论您处理的是钢、铝还是其他金属。KINTEK 专注于为精确、可重复的热处理而设计的实验室炉和热处理设备。我们的解决方案可帮助您自信地消除应力、提高延展性和细化晶粒结构。立即联系我们,讨论您实验室的退火需求,并发现我们的专业知识如何提升您的成果。
图解指南