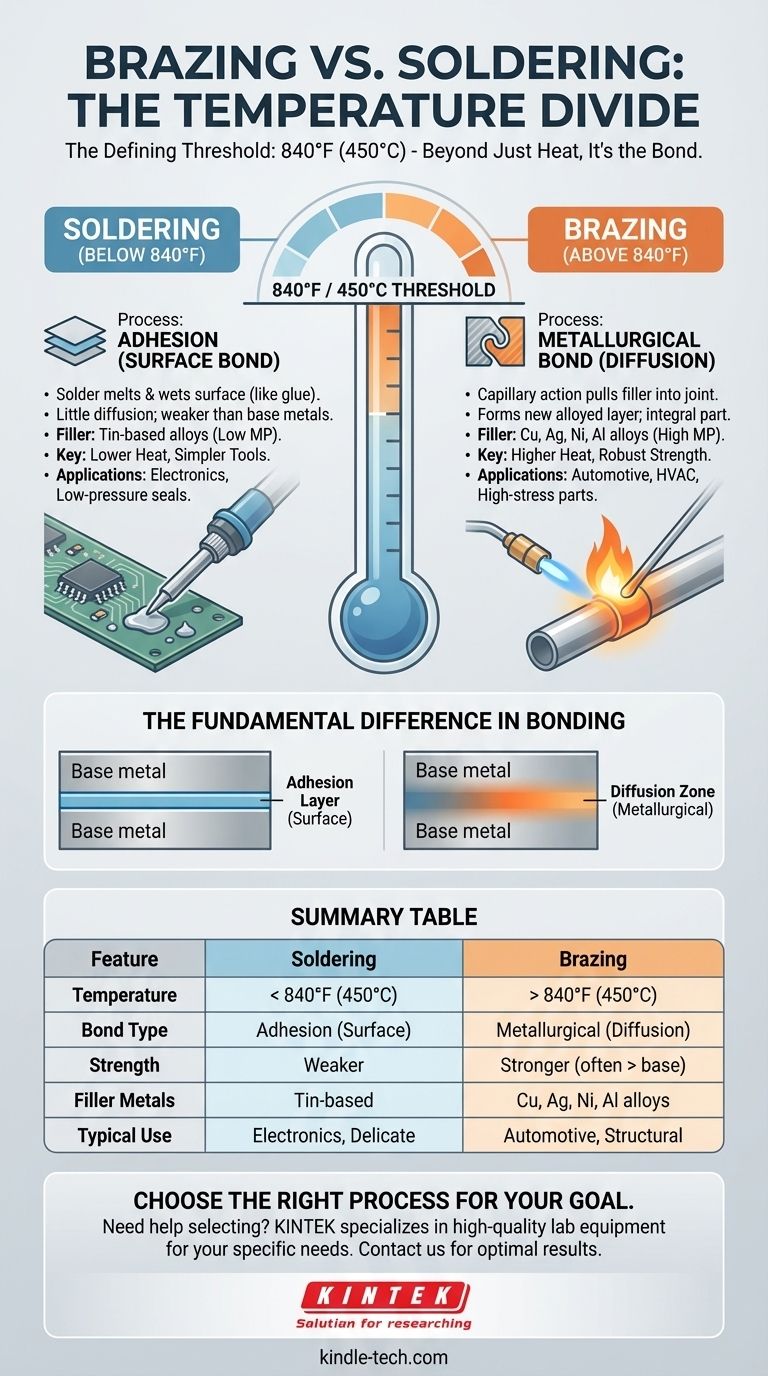
是的,毫无疑问。 钎焊比软钎焊需要更高的温度。国际公认的阈值是 840°F (450°C);使用熔点高于此温度的填充金属的工艺定义为钎焊,而使用熔点低于此温度的填充金属的工艺定义为软钎焊。
核心区别不仅在于温度本身,还在于该温度所能实现的效果。钎焊的更高热量会产生一种根本不同、强度大得多的冶金结合,而软钎焊则产生一种更简单的表面粘附。
决定性差异:840°F (450°C) 阈值
温度是决定接头物理特性和所用填充金属类型的关键因素。
软钎焊(低于840°F)中发生的情况
软钎焊本质上是一种粘附过程。填充金属,或称焊料,熔化并“润湿”母材表面,就像胶水将两张纸粘在一起一样。
焊料和母材之间很少发生扩散或合金化。接头的强度仅限于焊料本身的强度,而焊料的强度几乎总是远低于被连接的金属。
钎焊(高于840°F)中发生的情况
钎焊形成真正的冶金结合。在这些更高的温度下,熔融填充金属通过一种强大的力,即毛细作用,被吸入紧密配合的接头中。
更重要的是,填充金属积极扩散到母材表面,在界面处形成一个新的合金层。这意味着钎焊接头成为组件的组成部分,而不仅仅是表面连接。
温度如何决定填充金属
所需的温度直接影响填充金属的成分。
焊料通常是锡基合金(例如,锡铅、锡银、锡铜),熔点较低。
钎焊填充料是基于铜、银、镍或铝的更坚固的合金,需要更高的能量才能熔化。

实际意义:强度和应用
表面结合和冶金结合之间的差异对这些工艺的使用方式产生了巨大影响。
接头强度:软钎焊的较弱结合
由于软钎焊接头依赖于粘附,因此它最适合机械强度不是主要考虑因素的应用。它非常适合创建导电性或简单的低压密封。
接头强度:钎焊的坚固结合
正确执行的钎焊接头非常坚固。在许多情况下,接头区域可以与母材一样坚固或更坚固。这使得它适用于将承受高应力、振动或温度变化的部件。
软钎焊的典型应用
低热量输入和对导电性的关注使软钎焊成为电子制造的标准。它还用于一些低压铜管道和连接精密、热敏组件。
钎焊的典型应用
钎焊的强度和耐用性使其在要求苛刻的行业中至关重要。它广泛用于汽车零件(如散热器)、HVAC系统组件、工业工具,甚至高端炊具,其中接头必须承受持续的热循环。
理解权衡
选择一个工艺不仅仅是为了追求最大强度;它涉及平衡复杂性、成本和风险。
强度的代价:热量输入和技能
钎焊的高温需要更强大的热源,如焊枪或熔炉。如果操作员不熟练控制,这种显著的热量输入会带来翘曲、变形或冶金损伤母材的风险。
简单性的好处:软钎焊的可及性
软钎焊更容易实现。低热量要求意味着可以使用更简单、更便宜的工具,如烙铁或小型焊枪。该过程对初学者来说更宽容,并且需要更少的严格准备。
材料和设计限制
钎焊的高热量使其不适用于连接低熔点组件,或不适用于电路板等应用,因为附近的组件会被损坏。毛细作用所需的紧密接头间隙也对零件的设计和装配提出了更高的要求。
为您的目标做出正确选择
您的应用的主要要求应决定您在这两种强大的连接方法之间的选择。
- 如果您的主要关注点是最大强度、耐用性和在应力下的性能: 钎焊是卓越的选择,可形成坚固、永久的冶金结合。
- 如果您的主要关注点是连接热敏电子元件或避免母材变形: 软钎焊是正确的工艺,因为它具有显著较低和更局部的热量输入。
- 如果您的主要关注点是可及性和用于非结构性结合的简单密封: 软钎焊为许多通用任务提供了有效且低成本的解决方案。
理解这种基本的温度划分是选择正确的连接方法以获得成功和可靠结果的关键。
总结表:
| 工艺 | 温度范围 | 结合类型 | 典型填充金属 | 主要应用 |
|---|---|---|---|---|
| 软钎焊 | 低于 840°F (450°C) | 粘附(表面结合) | 锡基合金(例如,锡铅、锡银) | 电子产品、低压管道、精密组件 |
| 钎焊 | 高于 840°F (450°C) | 冶金(扩散结合) | 铜、银、镍或铝合金 | 汽车零件、HVAC系统、工业工具、高应力接头 |
需要帮助为您的实验室或生产需求选择合适的连接工艺吗? 在 KINTEK,我们专注于提供根据您的具体要求量身定制的高质量实验室设备和耗材。无论您是处理敏感电子产品还是高强度组件,我们的专业知识都能确保您获得最佳结果的正确工具。立即联系我们,讨论我们如何支持您实验室的成功!
图解指南