是的,钎焊是连接或修复铸铁的一种常见且有效的方法。 它通常被称为“钎焊焊接”,对于复杂的铸件或难以焊接的铸铁类型特别有用,因为它对母材的热应力要小得多。
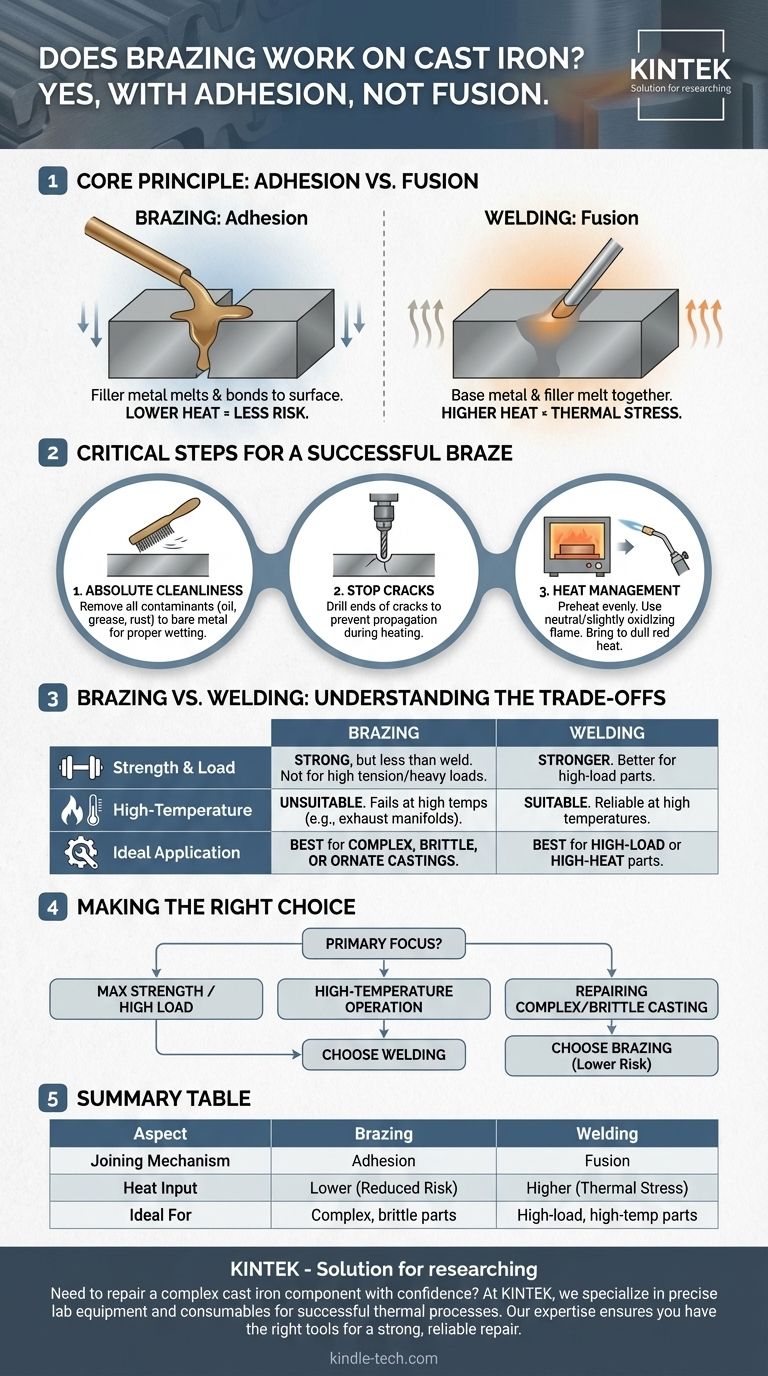
需要理解的核心原则是,钎焊是利用附着力而不是熔合力来连接铸铁的。熔点较低的填充金属流到铸铁表面并与之粘合,而不会真正熔化铁本身,使其成为一种比真正的焊接热量更低、风险更小的替代方案。
铸铁钎焊的工作原理
传统焊接会熔化母材和填充焊条,将它们熔合成一个连续的整体。钎焊的工作原理不同,通常更适合铸铁的脆性特性。
附着力的作用
在钎焊过程中,只有填充金属(通常是青铜或黄铜合金焊条)会熔化。这种熔融的填充物通过毛细作用被吸入准备好的接头中,粘附在铸铁表面上,起到类似非常牢固的金属胶的作用。
为什么这能保护铸件
铸铁对快速加热和冷却很敏感,这可能导致开裂。由于钎焊的温度远低于焊接,它最大限度地减少了部件的热冲击。这大大降低了修复过程导致新裂纹形成的风险。

成功钎焊的关键步骤
适当的准备和热量控制不是可有可无的;它们是铸铁上形成牢固持久粘合的必要条件。
绝对的清洁度不容妥协
钎焊的成功完全取决于填充金属“润湿”并粘附到铸铁表面的能力。任何油、油脂、铁锈或其他污染物都会阻止这种粘合的形成,导致接头失效。表面必须清洁至裸露、光亮的金属。
阻止裂纹扩散
在修复裂纹时,在断裂的每个可见末端钻一个小孔是一种标准做法。这可以释放裂纹尖端的应力集中,防止其在加热过程中进一步扩展。
热量管理:预热和火焰控制
部件必须均匀加热以防止应力。对于较大的铸件,在熔炉中预热整个部件是理想的方法。在此过程中,使用中性或略微氧化的火焰将接头区域加热到暗红色,然后才能施加填充焊条。
了解权衡:钎焊与焊接
在钎焊和焊接之间做出选择需要客观地看待成品部件将承受的要求。钎焊是一个很好的工具,但它有明显的局限性。
强度和承载能力
正确执行的钎焊接头很牢固,但不如真正的焊接牢固。强度在于填充材料本身及其与表面的粘合力。对于承受高拉力或重载荷的部件,正确的熔焊(融合焊)将提供更坚固的修复。
高温应用
用于钎焊的填充金属的熔点明显低于铸铁。这使得钎焊完全不适用于在高温下运行的部件,例如排气歧管或内部发动机部件,因为钎焊接头会失效。
钎焊是更优选择时机
当修复复杂、精美或“难以焊接”的铸铁类型时,钎焊表现出色。其较低的热输入使其成为那些因完全焊接过程而开裂风险过高且部件不承受极端载荷或高温的部件的理想选择。
为您的维修做出正确的选择
使用部件的应用来指导您的决定。
- 如果您的主要关注点是高负载部件的最大强度: 正确的熔焊程序是更合适的方法。
- 如果您的部件在高温下运行: 钎焊不适用且会失效;焊接是唯一可靠的选择。
- 如果您的主要关注点是修复复杂或易碎的、不受重载的铸件: 钎焊是一种出色的、风险较低的方法,可最大限度地减少进一步损坏的可能性。
通过理解这些原理,您可以自信地选择正确的方法来可靠地修复您的铸铁部件。
摘要表:
| 方面 | 铸铁钎焊 |
|---|---|
| 连接机制 | 附着力(填充金属粘附到表面) |
| 热输入 | 较低,减少热应力和开裂风险 |
| 理想用途 | 复杂、易碎或难以焊接的铸件 |
| 强度 | 牢固,但不如熔焊牢固 |
| 温度限制 | 不适用于高温应用(例如排气歧管) |
需要自信地修复复杂的铸铁部件吗?
钎焊提供了一种受控的、较低热量的传统焊接替代方案,最大限度地降低了损坏您宝贵铸件的风险。在 KINTEK,我们专注于提供成功热处理过程所需的精确实验室设备和耗材。我们的专业知识确保您拥有实现牢固、可靠修复的正确工具。
立即联系我们的专家,讨论您的具体应用,并为您的实验室需求找到完美的解决方案。
图解指南