本质上,铝铸件的热处理是一个高度受控的三阶段过程,包括加热、快速冷却,然后是时效。这个顺序从根本上改变了材料的内部结构,从而显著增强其机械性能,例如强度和硬度,远超其铸态。
热处理铝铸件的核心目的不仅仅是使其“更硬”。它是一种精确的冶金过程,用于操纵合金的微观结构,以实现一套可预测且特定的工程性能,并根据组件的最终应用进行定制。
为什么要对铝铸件进行热处理?
热处理的主要目标是充分发挥可热处理铝合金的机械潜力。铸态铝部件通常较软,强度相对较低。
通过控制铝晶粒结构内合金元素的析出,热处理可以精确地设计零件的最终特性。
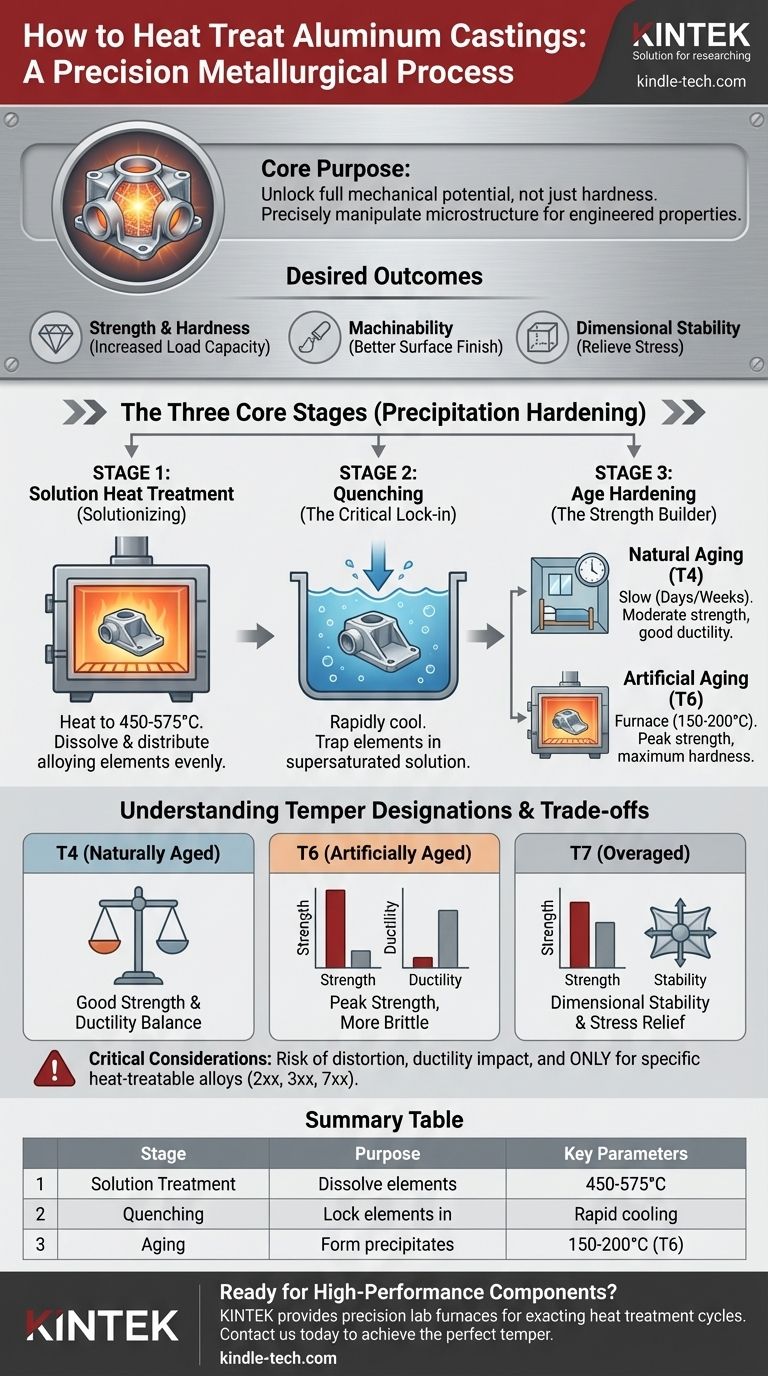
预期成果
该过程旨在改善关键性能:
- 强度和硬度:这是最常见的原因,可显著提高组件的承载能力。
- 可加工性:稳定且硬化的微观结构通常会在加工操作中产生更好的表面光洁度和切屑控制。
- 尺寸稳定性:热处理可以消除铸造过程中产生的内应力,防止随着时间的推移或在加工过程中发生变形。

热处理的三个核心阶段
铝铸件最常见且最有效的热处理方法称为沉淀硬化。它由三个独特且关键的步骤组成。
阶段1:固溶热处理(固溶化)
第一步是将铸件加热到均匀的高温,通常略低于合金的熔点(例如,450-575°C 或 840-1065°F)。
保持一定时间,使主要合金元素(如铜或硅)溶解并均匀分布在固溶体中,就像糖溶解在热水中一样。
阶段2:淬火(关键的锁定)
固溶处理后,铸件立即快速冷却或“淬火”。这通常在水中进行,但也可以使用聚合物或强制空气。
这种冷却阶段的极快速度至关重要。它将溶解的合金元素“锁定”在过饱和固溶体中,防止它们在金属冷却时聚集在一起。
阶段3:时效硬化(强度增强剂)
淬火后,材料处于不稳定状态。最后阶段,时效,允许被锁定的合金元素以受控方式从溶液中析出。
这些析出物非常细小,并分散在金属的晶粒结构中。它们充当微观障碍物,抵抗变形,这正是材料强度和硬度显著增加的原因。
理解状态代号
淬火和时效的特定组合定义了材料的“状态”。这些用字母“T”后跟一个数字表示。
T4状态:自然时效
T4状态意味着铸件经过固溶热处理、淬火,然后在室温下自然时效。这个过程很慢,需要几天或几周。所得材料强度适中,但保持良好的延展性。
T6状态:人工时效以获得峰值强度
T6状态是高强度应用中最常见的。淬火后,零件在较低温度(例如,150-200°C 或 300-400°F)的炉中“人工时效”特定时间。这加速了析出过程,以实现最大的硬度和强度。
T7状态:过时效以获得稳定性
T7状态涉及将零件时效超过其峰值硬度(过时效)。这会略微降低最大强度,但在尺寸稳定性、应力消除和抗应力腐蚀开裂方面提供了显著的益处。
关键的权衡和考虑
热处理是一个强大的工具,但它并非没有挑战和权衡。误解这些可能会导致组件故障。
变形和翘曲的风险
淬火过程中温度的快速变化会引起显著的内应力。这可能导致薄壁或复杂铸件翘曲或变形,从而影响最终公差。
对延展性的影响
强度和延展性之间存在根本的权衡。T6状态会产生非常坚固但更脆的材料。如果您的应用需要韧性和在不断裂的情况下变形的能力,T4状态甚至非热处理合金可能更合适。
合金选择不可协商
至关重要的是,并非所有铝合金都可热处理。该过程依赖于含有特定元素(如铜、镁和硅)的合金,这些元素可以析出。常见的可热处理铸造合金包括2xx、3xx和7xx系列。尝试热处理不可热处理的合金(如5xx系列)将没有强化效果,甚至可能有害。
为您的目标选择正确的处理方法
您选择的热处理必须与组件的预期使用条件直接相关。
- 如果您的主要关注点是最大强度和硬度:T6状态是您的明确选择,为结构部件提供最高性能。
- 如果您的主要关注点是尺寸稳定性和应力消除:考虑T5(仅人工时效)或T7状态,它牺牲了一些峰值硬度以换取精密应用中的稳定性。
- 如果您的主要关注点是强度和可成形性的平衡:T4状态提供良好的中间强度,同时比T6零件保留更多的延展性。
最终,选择正确的热处理将简单的铝铸件转变为精密工程组件。
总结表:
| 热处理阶段 | 目的 | 关键参数 |
|---|---|---|
| 固溶处理 | 溶解合金元素 | 450-575°C (840-1065°F) |
| 淬火 | 将元素锁定在固溶体中 | 快速冷却(水/空气) |
| 时效 | 形成增强强度的析出物 | T6状态为150-200°C (300-400°F) |
准备好将您的铝铸件转变为高性能组件了吗?
KINTEK专注于精密实验室炉和热处理设备,专为精确的热处理周期而设计。无论您是追求T6强度还是T7稳定性,我们的解决方案都能确保均匀的温度控制和可重复的结果。
立即联系我们,讨论我们的设备如何帮助您为您的应用实现完美的状态。通过我们的联系表格与我们取得联系,让我们的专家为您提供指导。
图解指南