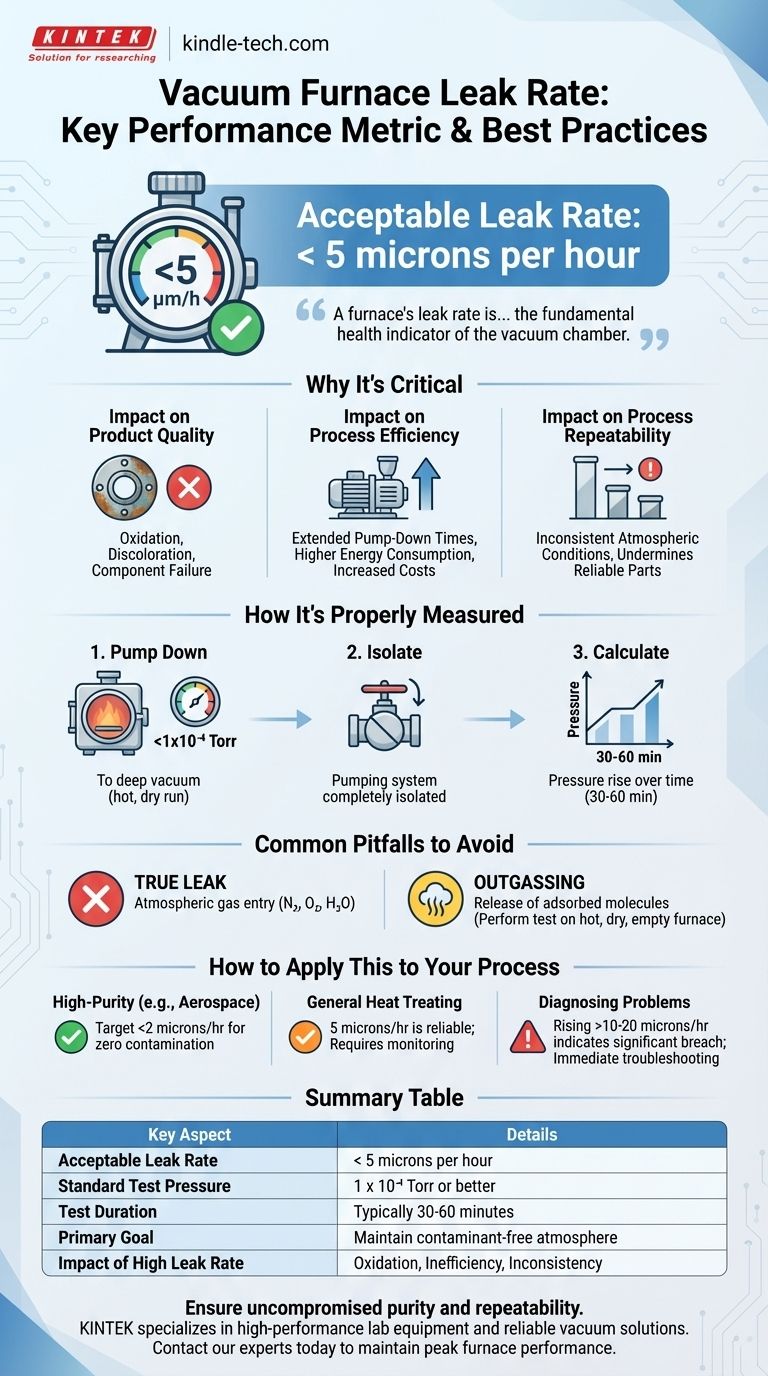
高真空炉可接受的泄漏率通常低于每小时5微米。该规范是性能的关键基准,确保炉子能够为给定工艺维持所需的低压环境。低于此水平的泄漏率表明容器密封良好,足以防止大气污染物损害产品质量。
炉子的泄漏率不仅仅是一个简单的指标;它是真空室的基本健康指标。它直接反映了炉子创建纯净、受控气氛的能力,这对于在钎焊和热处理等敏感工艺中获得可重复、高质量的结果至关重要。
为什么泄漏率是关键性能指标
真空炉旨在创建一个受控环境,不含我们大气中存在的反应性气体。无论多么小的泄漏,都直接违背了这一主要目标。
对产品质量的影响
泄漏引入的最主要污染物是大气空气,它由氮气、氧气和水蒸气组成。这些元素可能导致正在加工的零件表面氧化、变色和冶金结合不良,从而导致部件故障。
对工艺效率的影响
泄漏的炉子会迫使高真空泵系统持续工作,以克服进入的气体负荷。这会延长抽真空时间,增加能耗,并增加泵的磨损,从而提高运营成本。
对工艺可重复性的影响
不一致或未测量的泄漏率使得无法保证每次循环都具有相同的大气条件。这种缺乏控制会损害生产一致、可靠零件的能力。

如何正确测量泄漏率
标准化测试确保泄漏率测量既准确又可重复。该程序旨在将进入腔室的泄漏与其他气体来源隔离开来。
标准测试程序
测试通常在热干燥运行循环后立即进行。炉子被抽到深真空水平,通常为1 x 10⁻⁴ 托或更高,以确保内表面没有滞留气体和水蒸气(脱气)。
隔离阶段
一旦达到极限真空,泵送系统将通过主阀与炉腔完全隔离。这一步至关重要;它确保测试仅测量从外部进入腔室的气体,而不是泵本身的性能。
计算和验收
隔离后,在设定的时间段内(通常为30和60分钟)记录真空度。计算此时间段内的压力上升以确定泄漏率,然后将其与验收标准进行比较,例如常见的<5微米/小时标准。
要避免的常见陷阱
解释泄漏率测试需要了解真实泄漏和可能导致腔室内部压力升高的其他现象之间的区别。
将泄漏与脱气混淆
脱气是吸附在炉子内表面和绝缘材料上的分子(主要是水蒸气)的释放。脱气引起的压力升高可能被误认为是泄漏。这就是为什么泄漏测试必须在热、干燥和空的炉子上进行,以最大程度地减少脱气的影响。
用泵送功率掩盖泄漏
强大的泵送系统有时可以通过在气体进入时尽快将其清除来掩盖中等泄漏在运行期间的影响。然而,污染仍然发生。隔离测试是了解腔室真实完整性的唯一明确方法。
如何将其应用于您的工艺
您可接受的泄漏率直接取决于您的应用的敏感性和您的操作目标。
- 如果您的主要关注点是高纯度工艺(例如,航空航天钎焊):低于5微米/小时的泄漏率是最低标准,而低于2微米/小时的目标是最佳实践,以确保零污染。
- 如果您的主要关注点是普通热处理:5微米/小时的标准是一个可靠的基准。略微超过此标准可能是可以容忍的,但这需要警惕监测产品氧化的迹象。
- 如果您正在诊断炉子问题:泄漏率上升到10-20微米/小时以上表明存在重大破损,需要立即进行故障排除,通常使用氦气检漏仪来查找和修复源头。
最终,测量和维持低泄漏率的严谨方法是可靠和可重复真空炉操作的基础。
总结表:
| 关键方面 | 详情 |
|---|---|
| 可接受的泄漏率 | < 每小时5微米 |
| 标准测试压力 | 1 x 10⁻⁴ 托或更高 |
| 测试持续时间 | 通常30-60分钟 |
| 主要目标 | 保持无污染、受控的气氛 |
| 高泄漏率的影响 | 氧化、工艺效率低下、结果不一致 |
确保您的真空炉提供无与伦比的纯度和可重复性。
对于钎焊和热处理等敏感工艺,受控、无泄漏的环境是不可协商的。KINTEK专注于高性能实验室设备和耗材,提供您的实验室所需的可靠真空解决方案,以保护产品质量并最大限度地提高效率。
立即联系我们的专家,讨论我们如何支持您的特定应用需求并帮助您保持炉子的最佳性能。
图解指南