要成功钎焊,您必须施加足够的热量,使整个接头组件的温度升高到所选填充金属的熔点(液相线)以上,但必须保持在您所连接的母材熔点以下。这个“钎焊温度”不是一个通用值;它完全由您应用中涉及的具体材料决定。
钎焊的核心挑战不仅仅是达到目标温度,而是管理整个热循环。真正的成功在于控制加热速率、在温度下的持续时间(保温时间)和冷却速率,以确保填充金属完全流动而不损坏母材。
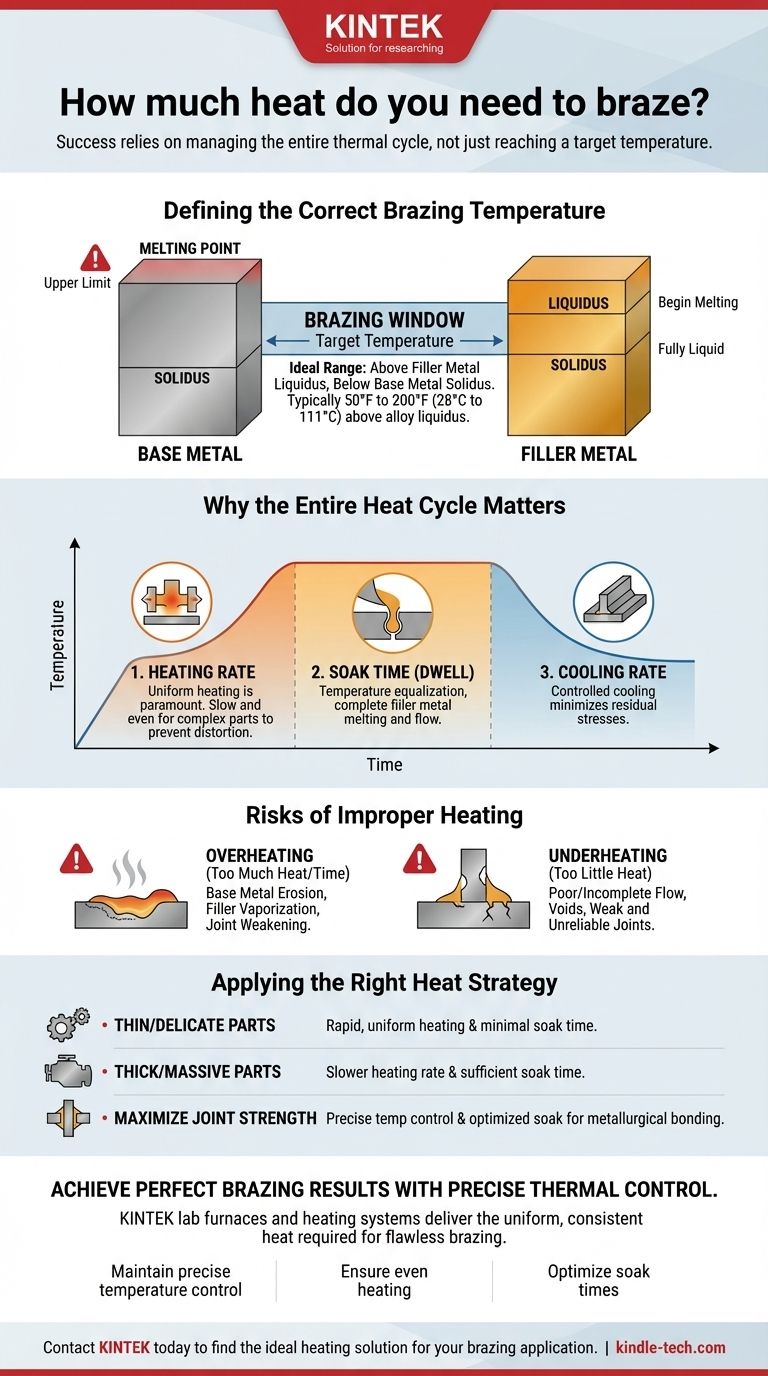
定义正确的钎焊温度
所需热量由特定的温度范围决定,通常称为“钎焊窗口”。该窗口由填充金属和被连接母材的特性共同定义。
填充金属的作用
每种钎焊填充金属都有一个固相线温度(开始熔化)和一个液相线温度(完全液化)。
为了获得牢固的接头,钎焊过程必须在高于填充金属液相线温度的温度下进行。这确保合金完全熔融,并通过毛细作用自由流入接头。
母材的限制
加热的上限是母材的固相线温度。将组件加热到或超过此点将导致母材熔化、变形或塌陷,从而导致部件失效。
您的目标钎焊温度必须始终安全地低于组件中最弱母材的熔点。
“钎焊窗口”
理想的钎焊温度存在于填充金属的液相线和母材的固相线之间的窗口中。大多数填充金属制造商推荐一个特定的钎焊温度范围,通常比合金的液相线温度高50°F到200°F(28°C到111°C),以确保完全流动。

为什么整个热循环很重要
只考虑峰值温度是一个常见的错误。随时间施加的总热能——热曲线——才是真正决定接头质量的因素。
加热速率
加热部件的速度至关重要。均匀加热是首要的。如果组件的一个部分比另一个部分加热得快,可能会导致热膨胀不匹配,从而导致变形或翘曲。
对于大块或复杂部件,通常优选缓慢而均匀的加热速率,以确保整个接头区域同时达到钎焊温度。
保温时间(Dwell Time)
一旦组件达到目标钎焊温度,通常会在此温度下保持一段时间。这被称为保温时间或停留时间。
此期间允许温度在接头的整个质量中均衡,确保填充金属完全熔化,并为其完全流入毛细间隙提供时间。
冷却速率
保温后,冷却速率也会影响接头的最终性能。受控的冷却速率有助于最大程度地减少接头中的残余应力,这对于由不同材料制成的部件或用于高应力服务的部件尤为重要。
了解权衡:不当加热的风险
时间和温度之间的平衡至关重要。偏离理想热循环会带来重大风险,可能导致接头失效。
过热的危险(Overheating)
施加过多的热量——无论是超过推荐温度还是保温时间过长——都可能具有破坏性。
这可能导致母材侵蚀,即熔融填充合金开始溶解母材,从而削弱接头。它还可能导致填充金属中的某些元素(如锌或镉)蒸发,改变合金的化学成分和性能。
热量不足的问题(Underheating)
热量不足同样是个问题。如果组件未完全达到所需温度,填充金属将不会完全液化。
这会导致流动不良或不完全,在接头内部产生空隙和间隙。由此产生的连接将是薄弱和不可靠的,并且在负载下几乎肯定会失效。
保温时间的影响
如前所述,平衡是关键。适当的保温时间可确保填充金属完全流动,减少废品。然而,过长的保温时间会产生与一般过热相同的负面影响,导致接头的冶金降解。
为您的项目应用正确的加热策略
您的加热策略应适应组件的具体几何形状和材料。
- 如果您的主要重点是连接薄或精致的部件:强调快速、均匀的加热和最短的保温时间,以防止变形和烧穿。
- 如果您的主要重点是连接厚重、大块的部件:强调需要较慢的加热速率和足够的保温时间,以确保接头核心达到完整的钎焊温度。
- 如果您的主要重点是最大化接头强度:强调在推荐钎焊窗口内精确控制温度的重要性,并优化保温时间以实现完整的冶金结合。
掌握热量控制是生产一致、高质量钎焊接头的决定性技能。
总结表:
| 钎焊因素 | 关键考量 |
|---|---|
| 目标温度 | 必须高于填充金属液相线,但低于母材固相线。 |
| 加热速率 | 必须均匀以防止变形;对于复杂部件,应较慢。 |
| 保温时间 | 允许温度均衡和填充金属完全流动。 |
| 冷却速率 | 受控冷却可最大程度地减少接头中的残余应力。 |
| 过热风险 | 母材侵蚀、填充金属蒸发、接头弱化。 |
| 欠热风险 | 填充物流动不完全、空隙、接头薄弱不可靠。 |
通过精确的热控制实现完美的钎焊效果。
无论您是连接精致的薄部件还是厚重的大块组件,正确的设备对于管理钎焊热循环都至关重要。KINTEK 专注于高品质实验室炉和加热系统,可提供完美钎焊所需的均匀、一致的热量。
我们的解决方案可帮助您:
- 在钎焊窗口内保持精确的温度控制。
- 确保均匀加热以防止变形和翘曲。
- 优化保温时间以实现填充金属的完全流动和牢固的冶金结合。
不要让不当加热损害您的接头。立即联系 KINTEK,为您的钎焊应用找到理想的加热解决方案。
图解指南