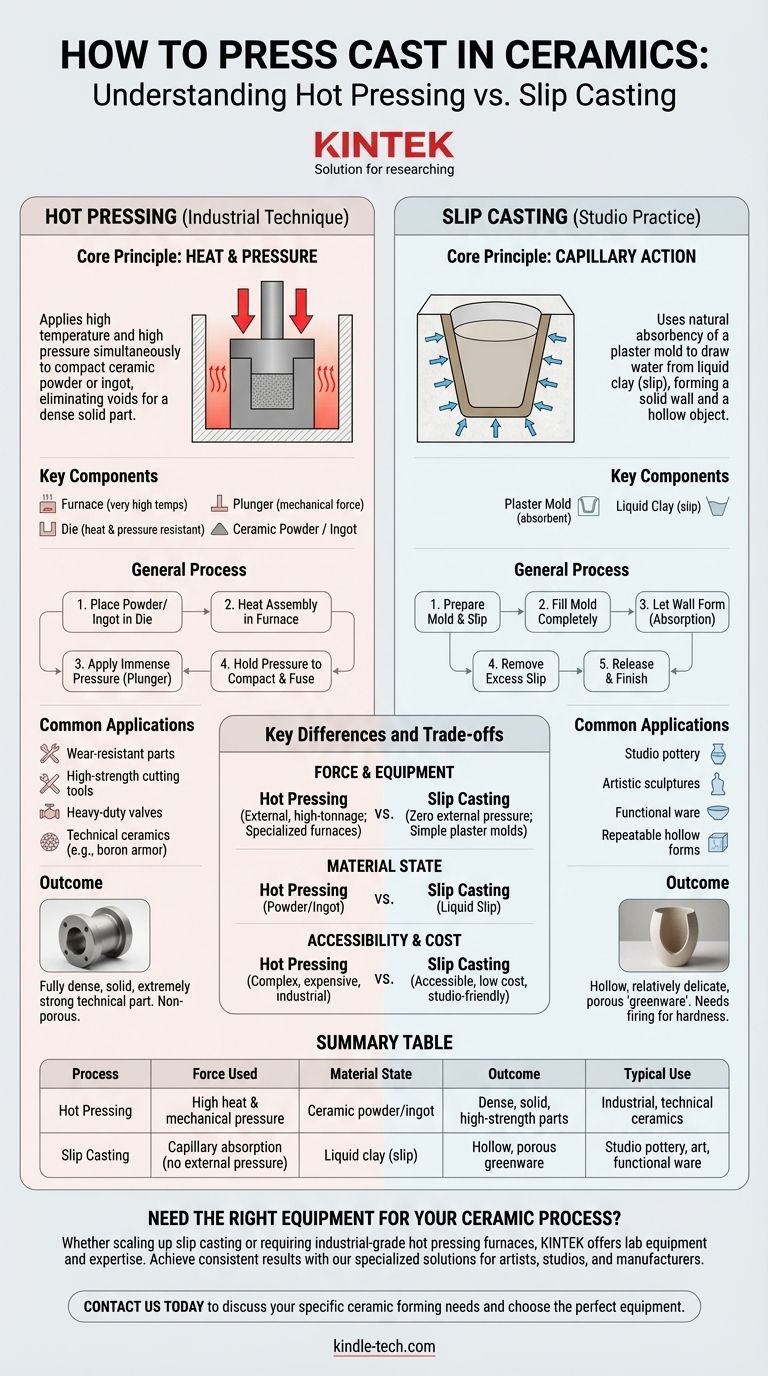
谈到陶瓷中的压制成型,您很可能指的是两种截然不同的工艺之一:热压(hot pressing),这是一种使用熔炉和机械压力来形成致密零件的工业技术;或者更常见于工作室实践的泥浆浇铸(slip casting),它使用石膏模具来形成一个空心物体,原料是液态粘土。热压涉及加热陶瓷粉末或锭,并将其压入模具中;而泥浆浇铸涉及将液态泥浆倒入吸收性模具中,使其形成一个实心壁。
“压制成型”这个术语有些模糊,常常引起混淆。关键的区别在于所施加的力:热压使用外部热量和高机械压力来制造致密的技术零件,而泥浆浇铸则利用石膏模具的自然吸收性来形成中空、艺术性或功能性的器皿。
了解陶瓷热压(Hot Pressing)
热压是一种高性能制造技术,用于生产极其致密和坚固的陶瓷部件。它不是典型的陶艺工作室方法。
核心原理:热量与压力
热压的基本思想是同时施加高温和高压。加热陶瓷粉末使颗粒更具塑性,从而使外部压力能够将它们压在一起,消除空隙并形成致密的实体零件。
关键组成部分
这个工业过程需要专门的设备,包括:
- 一个能够达到极高温度的熔炉。
- 一个能够承受极端热量和压力的模具(die)。
- 一个用于施加机械力的柱塞或冲头(plunger)。
- 原材料,通常是精细的陶瓷粉末或预成型的锭(ingot)。
一般流程
- 将陶瓷粉末或锭放入模具腔内。
- 将整个组件在压制熔炉内加热到特定温度。
- 达到温度后,柱塞施加巨大的机械压力。
- 保持压力一段时间,将颗粒压实并熔合在一起,形成一个坚实、无孔的物体。
常见应用
热压对于制造需要在严苛环境下使用的材料至关重要。应用包括机械的耐磨零件、高强度切削工具、重型阀门组件以及用于防弹衣的碳化硼等技术陶瓷。

了解泥浆浇铸(Slip Casting)(常见的混淆点)
当工作室或爱好者提到“浇铸”时,他们几乎总指的是泥浆浇铸。此过程不使用外部压力或热量。
核心原理:毛细作用
泥浆浇铸利用石膏模具的自然吸收性。当液态粘土(泥浆)倒入模具中时,石膏会吸收与它直接接触的泥浆中的水分,从而形成一层实心的粘土壁。
分步流程
遵循泥浆浇铸的步骤很简单,不需要复杂的机械。
步骤 1:准备模具和泥浆
将石膏模具的各个部件对齐,并用大橡皮筋等将其紧紧固定。确保您的泥浆混合物具有光滑、均匀的稠度。
步骤 2:填充模具
缓慢而稳定地将泥浆倒入模具的开口中。将其完全填满至顶部,以确保浇铸均匀并避免气泡。
步骤 3:形成壁
让装满的模具静置。石膏将开始吸收泥浆中的水分,形成一层实心的粘土壁。等待的时间越长,这层壁就会越厚。
步骤 4:去除多余泥浆
一旦壁达到您想要的厚度,小心地将模具倒置,将所有剩余的液态泥浆倒出。
步骤 5:脱模和精加工
让模具静置,直到内部的粘土从湿润状态硬化到皮革硬度。此时,您可以小心地打开模具,取出您的中空制品。然后可以清理浇铸件上的接缝线并按需要进行精加工。
关键区别和权衡
选择正确的方法完全取决于您的最终目标,因为工艺、成本和结果存在巨大差异。
力和设备
热压的特点是使用外部、高吨位的压力和专用熔炉。泥浆浇铸使用零外部压力,并依赖于简单、可重复使用的石膏模具。
材料状态和结果
热压从粉末或锭开始,生产出完全致密、坚固且强度极高的技术零件。泥浆浇铸从液态粘土开始,生产出相对易碎、中空且多孔的“生坯”(greenware),生坯必须经过烧制才能达到硬度。
可及性和成本
由于成本低廉和设备简单,泥浆浇铸对艺术家、爱好者和小工作室来说非常容易接触。热压是一个复杂、高能耗且昂贵的工业过程,仅限于高性能制造。
为您的目标做出正确的选择
要确定正确的工艺,首先要定义您想要创建的物体的特性。
- 如果您的主要重点是为技术或牙科用途制造高性能、实心、无孔的零件: 您需要的是工业热压。
- 如果您的主要重点是在工作室环境中生产中空容器、雕塑或可重复的形状: 您需要的技术是泥浆浇铸。
- 如果您的主要重点是通过手工制作实心物体: 您可能想到的是压模成型(press molding),这是一种更简单的技术,通过手工将实心粘土压在两个模具半之间。
理解使用“力”与使用“吸收”之间的根本区别是选择适合您项目的正确陶瓷成型工艺的关键。
总结表:
| 工艺 | 使用的力 | 材料状态 | 结果 | 典型用途 |
|---|---|---|---|---|
| 热压 | 高温和机械压力 | 陶瓷粉末/锭 | 致密、实心、高强度的零件 | 工业、技术陶瓷 |
| 泥浆浇铸 | 毛细吸收(无外部压力) | 液态粘土(泥浆) | 中空、多孔的生坯 | 工作室陶艺、艺术品、功能性器皿 |
需要适合您陶瓷工艺的正确设备?
无论您是扩大泥浆浇铸的生产规模,还是需要工业级热压熔炉,KINTEK 都能提供实验室设备和专业知识来支持您的陶瓷项目。我们的专业解决方案通过可靠的工具和耗材,帮助艺术家、工作室和制造商实现一致的结果。
立即联系我们,讨论您的特定陶瓷成型需求,让我们帮助您为您的工作流程选择最完美的设备。通过我们的联系表单取得联系!
图解指南