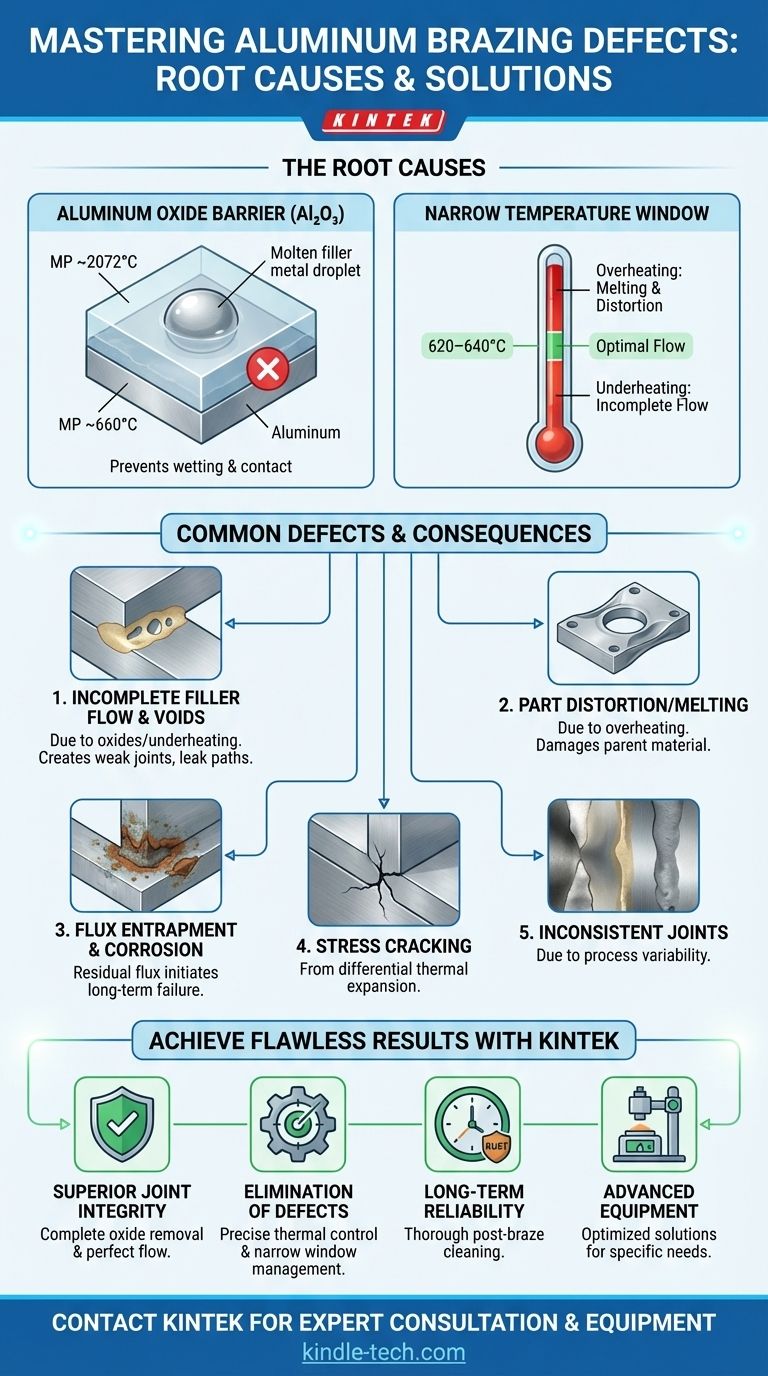
铝钎焊的主要缺陷直接源于两个核心挑战:顽固氧化层快速形成,以及填充金属与基体铝之间极窄的温度窗口。氧化层阻止了填充金属正确润湿接头,导致粘接不完全和空隙。同时,即使是微小的温度偏差也会导致母材熔化或填充金属无法活化,这两种情况都会导致钎焊失败。
铝钎焊的成功不仅仅在于技术,更在于精确的过程控制。根本挑战在于管理铝的反应特性及其不容妥协的热性能,这几乎是所有常见钎焊缺陷的根源。
铝钎焊缺陷的根本原因
要排除故障或预防缺陷,您必须了解使铝钎焊具有独特挑战性的底层材料科学。最常见的失效是这些特性的直接后果。
铝氧化物 (Al₂O₃) 屏障
铝的反应性很强,暴露在空气中会瞬间形成一层坚硬的透明氧化铝 (Al₂O₃) 层。
该氧化层熔点约为 2072°C (3762°F),远高于基体铝本身的熔点,约为 660°C (1220°F)。
由于氧化物在钎焊过程中不会熔化,它充当了一个物理屏障。这阻止了熔融的填充金属与基体金属接触并流过基体金属,这种现象称为润湿。这是铝钎焊中最大的单一挑战。
狭窄的温度加工窗口
铝钎焊合金的设计熔点仅略低于母材的熔点——通常差距只有 20-40°C。
这造成了一个极其狭窄且不容许误差的加工窗口。轻微的过热会导致母材部件熔化、下垂或变形。
相反,加热不足将阻止填充金属完全液化。这会抑制其通过毛细作用流动的能力,而毛细作用对于完全填充接头间隙是必需的。整个组件的均匀热分布至关重要。
填充金属流动不完全和空隙
未能控制氧化物或温度的直接结果是接头不完全。这些缺陷表现为空隙、跳过或未润湿区域。
当填充金属遇到未涂助焊剂的氧化物斑块或冷点时,其流动就会停止。它可能会在表面“成团”,而不是被吸入接头内部。
这些空隙充当应力集中点,大大降低了接头的机械强度。它们还会在需要密封的应用中形成潜在的泄漏路径。

理解权衡和复杂性
除了核心挑战之外,其他几个因素也会引入缺陷或使钎焊过程复杂化,特别是涉及材料选择和后处理可靠性方面。
热膨胀系数差异
当铝与其他材料(如铜或钢)钎焊时,它们不同的热膨胀速率成为一个主要问题。
当组件从钎焊温度冷却时,一种材料的收缩速度会比另一种材料更快或收缩更多。这会在新形成的钎焊接头上产生显著的内应力。
这种应力可能足以导致填充金属甚至基体材料开裂,从而导致接头立即或延迟失效。
缺陷修复的挑战
虽然有缺陷的接头通常可以通过重新钎焊来修复,但这个过程并不像简单地重新加热部件那样简单。
在初始钎焊循环期间,填充合金的化学成分会发生轻微变化,这会提高其再熔化温度。
仅仅重新加热组件很可能不足以使现有填充金属重新流动。成功的修复几乎总是需要在缺陷区域施加额外的新的填充合金。
助焊剂残留和腐蚀
为了分解铝氧化物层,许多钎焊工艺会使用化学助焊剂。这些助焊剂通常具有很强的腐蚀性。
如果钎焊后助焊剂没有被完全清除,残留物可能会被困在接头内部。
这些残留的助焊剂会吸引水分,并随着时间的推移引发腐蚀,从而损害接头的长期完整性和可靠性。
实现成功的铝钎焊
基于这些挑战,您项目的成功取决于精确控制您的工艺变量。您的策略应直接解决故障的根本原因。
- 如果您的首要重点是接头完整性: 优先进行彻底清洁,并在加热前正确使用助焊剂(或无助焊剂的真空环境)以完全去除氧化物层。
- 如果您的首要重点是避免部件变形: 使用经过校准的设备实施精确、均匀的温度控制,以保持在狭窄的加工窗口内。
- 如果您的首要重点是长期可靠性: 确保彻底的钎焊后清洁过程,以清除组件上所有腐蚀性的助焊剂残留物。
- 如果您正在钎焊异种材料: 设计接头时应包含能够适应热膨胀差异的特征,以防止冷却时发生应力引起的开裂。
掌握铝钎焊的关键在于尊重材料的特性并实施严格的工艺纪律。
总结表:
| 缺陷类型 | 根本原因 | 主要后果 |
|---|---|---|
| 铝氧化物屏障 | 高熔点氧化物层 (Al₂O₃) 的快速形成 | 阻止填充金属润湿,导致粘接不完全 |
| 填充金属流动不完全和空隙 | 温度控制不当或氧化物去除不充分 | 形成薄弱接头和潜在的泄漏路径 |
| 部件变形/熔化 | 过热超出狭窄的 20-40°C 加工窗口 | 熔化或翘曲铝基体部件 |
| 助焊剂残留和腐蚀 | 钎焊后未能清除腐蚀性助焊剂残留物 | 引发长期腐蚀,损害接头完整性 |
| 应力开裂 | 钎焊异种材料时热膨胀系数差异 | 冷却时导致接头立即或延迟失效 |
通过 KINTEK 实现完美铝钎焊
是否正受氧化物屏障、接头不一致或部件变形的困扰?您实验室的成功取决于精确的热管理和过程控制。KINTEK 专注于掌握铝钎焊挑战所需的高级实验室设备和耗材。
我们提供的解决方案可实现:
- 卓越的接头完整性: 确保完全去除氧化物和完美的填充金属流动,实现牢固可靠的粘接。
- 消除缺陷: 保持关键的狭窄温度窗口,防止母材熔化和变形。
- 长期可靠性: 实现彻底的钎焊后清洁,防止助焊剂引起的腐蚀。
让我们的专家帮助您优化钎焊过程。立即联系 KINTEK 咨询,了解适合您实验室特定需求的正确设备。
图解指南