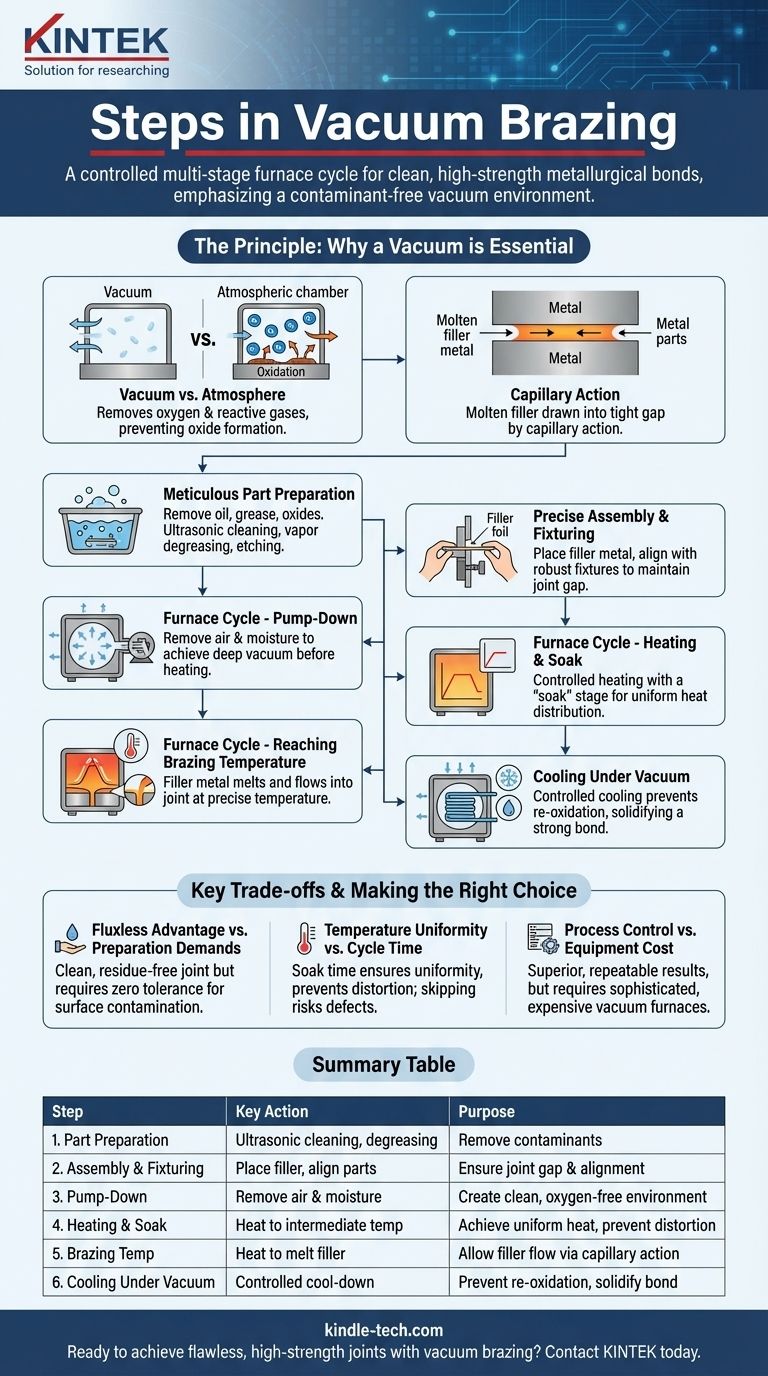
真空钎焊工艺涉及细致的零件准备、精确的组装以及精心控制的多阶段炉循环。此循环包括创建深真空、将组件均匀加热至保温温度、将其升高至最终钎焊温度以熔化填充金属,然后将其在真空中冷却以形成清洁、高强度的冶金结合。
核心原则不仅仅是热量;它关乎创造一个超洁净、受控的环境。真空本身可以准备金属表面,去除污染物,并消除对化学助焊剂的需求,因此真空的质量与温度本身一样关键。
原理:为什么真空必不可少
什么是真空钎焊?
真空钎焊是一种高科技连接方法,使用填充金属连接两种或多种基材。
关键在于钎焊温度高于填充金属的熔点,但低于基材的熔点。这使得填充金属能够熔化并流入接头,而不会熔化被连接的部件。
真空的关键作用
该过程在真空炉中进行,压力非常低,通常约为10⁻⁵托。这种环境不仅仅是一个容器;它是该过程的积极组成部分。
真空去除氧气和其他活性气体,防止金属表面形成氧化物。氧化物是成功钎焊的主要障碍。
此外,高温和真空可以去除现有氧化物并汽化表面污染物,这一过程称为脱氧。这为填充金属提供了异常清洁的表面以进行结合。
填充金属如何形成接头
一旦环境清洁且组件达到正确的温度,固体填充金属就会熔化。
在毛细作用的驱动下,熔融填充金属被吸入基材之间的狭窄间隙中。当组件冷却时,填充金属凝固,形成坚固、永久且通常无缝的冶金结合。

工艺的分步分解
步骤1:细致的零件准备
这是最关键且经常被忽视的阶段。任何污染物,如油、油脂、污垢或重氧化物,都必须完全清除。
常用方法包括超声波清洗、蒸汽脱脂或化学蚀刻。对于成功的结合来说,化学和物理清洁的表面是不可协商的。
步骤2:精确组装和夹具固定
将清洁的零件组装起来,填充金属放置在接头处或附近。填充金属通常是薄箔、糊状物或焊丝。
夹具用于在整个加热和冷却周期中将部件保持在正确的对齐状态并保持适当的接头间隙。这些夹具必须由能够承受高温而不会变形或与零件发生反应的材料制成。
步骤3:炉循环 - 抽真空
将组装好的零件装入真空炉。第一步是抽真空,强大的泵将空气,以及关键的水蒸气从腔室中抽出。
必须在开始加热之前达到适当的真空度。这通常由真空安全联锁装置监控,以确保过程不会在受污染的环境中启动。
步骤4:炉循环 - 受控加热和保温
炉以受控速率开始加热组件。
循环几乎总是包括一个“保温”或“停滞”温度。炉在此中间温度下保持,以使整个组件,包括厚薄部分,达到均匀的温度水平。这可以防止变形并确保一致的结果。
步骤5:炉循环 - 达到钎焊温度
保温后,温度升高到最终钎焊温度。
这是填充金属熔化并流入接头的时刻。此阶段的温度和时间是该过程最重要的参数,必须高精度控制。
步骤6:真空冷却
一旦填充金属完全流动,炉就开始冷却。冷却过程也受到控制,并在保持真空的同时进行。
在真空中冷却可以防止热的、反应性金属表面重新氧化,确保接头在凝固时保持清洁和坚固。
理解关键权衡
无助焊剂优势与准备要求
真空钎焊的最大优点是它是一个无助焊剂过程。这使得接头异常清洁,事后无需清除腐蚀性助焊剂残留物。
然而,这一优势给初始清洁步骤带来了极大的负担。与可以清除少量表面氧化物的助焊剂工艺不同,真空钎焊对表面污染具有零容忍度。
温度均匀性与循环时间
温度保温步骤对于实现均匀的热量分布至关重要,尤其是在具有不同材料厚度的复杂组件中。
为了缩短循环时间而跳过或缩短此步骤是错误的经济做法。它可能会导致最终产品出现钎焊不完全、热变形或内应力的风险。
过程控制与设备成本
真空炉是精密且昂贵的设备,需要精确的控制系统来控制温度、时间和真空度。
虽然该过程产生卓越、高度可重复的结果,但其初始资本投资和操作复杂性显着高于其他连接方法,如火焰钎焊或焊接。
为您的应用做出正确选择
- 如果您的主要关注点是最终的接头强度和纯度:优先考虑细致的预清洁和深层、稳定的真空度。
- 如果您的主要关注点是连接复杂几何形状或异种材料:强调加热和保温阶段的设计,以确保整个组件的绝对温度均匀性。
- 如果您的主要关注点是批量生产的可重复性:投资于强大的过程控制和自动化,以确保每个参数在每个循环中都相同。
最终,掌握真空钎焊意味着将整个过程视为一个集成系统,其中环境与材料本身一样关键。
总结表:
| 步骤 | 关键行动 | 目的 |
|---|---|---|
| 1. 零件准备 | 超声波清洗、脱脂 | 清除所有污染物以获得清洁表面 |
| 2. 组装和夹具固定 | 放置填充金属,对齐零件 | 确保加热过程中适当的接头间隙和对齐 |
| 3. 抽真空 | 从炉中清除空气和水分 | 创建超洁净、无氧环境 |
| 4. 加热和保温 | 加热到中间温度 | 实现均匀的热量分布,防止变形 |
| 5. 钎焊温度 | 加热以熔化填充金属 | 允许填充金属通过毛细作用流入接头 |
| 6. 真空冷却 | 受控冷却 | 防止再氧化,固化形成坚固、清洁的结合 |
准备好通过真空钎焊实现完美、高强度的接头了吗? KINTEK 专注于先进的实验室设备和耗材,用于精确的热处理。我们的专业知识确保您的实验室能够掌握温度控制和真空环境之间的关键平衡,以获得卓越的结果。立即联系我们,讨论我们的解决方案如何增强您的钎焊过程并满足您的特定实验室需求。
图解指南