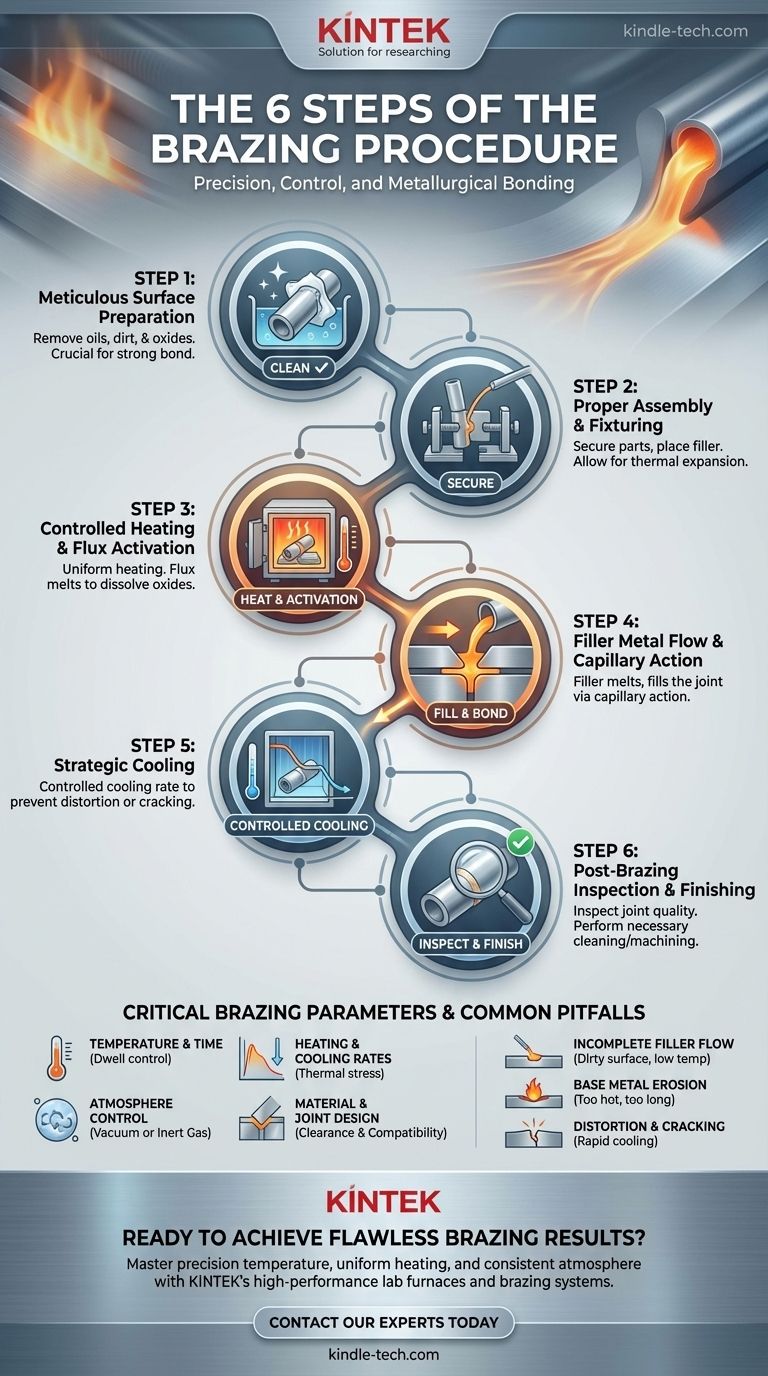
从根本上讲,钎焊程序包括六个基本步骤的顺序:表面准备、装配、加热、填充金属流动、冷却和钎焊后整理。虽然步骤是通用的,但成功取决于对温度、时间和气氛等变量的精确控制,以在部件之间形成牢固的冶金结合。
成功钎焊的关键不仅仅是遵循清单,而是要理解每一步都是控制接头最终质量的机会。这个过程更多的是关于材料科学的应用,而不是简单的装配。
钎焊程序的六个基本步骤
成功的钎焊接头是严格控制和良好过程的结果。每一步都建立在前面一步的基础上,早期阶段的任何失败都会影响整个结果。
步骤 1:细致的表面准备
在任何加热发生之前,待连接部件(母材)的表面必须绝对干净。这是确保牢固结合的最关键步骤。
这包括去除任何油污、油脂、污垢,以及——最重要的是——氧化物。氧化物是阻止填充金属润湿和粘合到母材上的非金属层。清洁可能涉及化学方法,例如使用碱性溶液,或机械方法,例如研磨喷砂。
步骤 2:正确的装配和夹具固定
清洁后的部件随后被组装成最终的配置。钎焊填充金属以线材、膏状或预成型形状的形式放置在接头处或附近。
部件在整个加热和冷却循环中必须牢固地固定到位。夹具的设计应允许热膨胀,并最大限度地减少部件上的应力。
步骤 3:控制加热和助焊剂活化
对整个组件进行均匀加热。随着温度升高,任何施加的助焊剂都会被活化。
例如,在铝钎焊中,助焊剂在 565-572°C (1049-1062°F) 之间熔化。这种熔融的助焊剂会分解并溶解任何残留或新形成的表面氧化物,使金属为填充做好准备。
步骤 4:填充金属流动和毛细作用
当组件达到钎焊温度时,填充金属熔化并通过一种称为毛细作用的现象被吸入部件之间的间隙中。
此温度必须高于填充金属的熔点,但低于母材的熔点。在铝钎焊中,这通常发生在 577-600°C (1071-1112°F) 之间。目标是让填充金属完全填充接头。
步骤 5:战略性冷却
一旦填充金属填充了接头,组件必须冷却回室温。冷却速率是一个关键参数。
冷却过快可能会引起热应力,导致变形或开裂。通常首选缓慢、受控的冷却循环,以确保最终部件的尺寸稳定性和完整性。
步骤 6:钎焊后检查和整理
冷却后,将部件从炉中取出。检查接头质量,确保填充金属已正确流动并形成连续的结合。
根据应用,可能需要进行钎焊后操作。这些可能包括去除助焊剂、进行热处理以恢复材料性能、机加工或表面处理。

了解关键的钎焊参数
仅仅执行这六个步骤是不够的。真正的质量来自于掌握影响结果的参数。
温度和时间
两个最基本的参数是保持温度和保持时间——组件的加热程度以及在该温度下保持的时间。时间或温度不足,填充金属就不会流动;过多则有损坏母材的风险。
加热和冷却速率
加热和冷却组件的速度直接影响热应力。对于复杂的形状或异种材料,缓慢且均匀的速率对于防止变形至关重要。
气氛控制
钎焊必须在受控气氛中进行,以防止受热金属表面快速氧化。这可以通过使用化学助焊剂(覆盖接头)或在真空炉或惰性气体气氛中进行过程来实现。
材料和接头设计
母材、填充金属和助焊剂的选择必须兼容。此外,接头的间隙或间隙是为促进毛细作用而设计的。太宽,填充金属无法桥接间隙;太窄,它就无法流入。
常见陷阱及其原因
了解可能出错的地方可以帮助您了解如何使其正确。大多数钎焊失效都可以追溯到对关键参数的控制不足。
填充金属流动不完全
这是最常见的缺陷,几乎总是由清洁不足或温度不当引起。如果存在氧化物,填充金属就无法润湿表面。如果温度太低,填充金属会流动缓慢,不会被吸入接头中。
母材侵蚀
如果保持温度过高或保持时间过长,填充金属可能会开始与母材合金化并侵蚀母材。这会削弱部件并可能毁坏零件。
变形和开裂
这些失效通常由不当的热管理引起。快速或不均匀的冷却会引起内部应力,从而使组件(尤其是在钎焊接头处)翘曲或开裂。
优化您的钎焊过程
您的具体目标将决定需要重点关注哪些参数。您应始终通过实验测试来确定您的最佳工艺。
- 如果您的主要重点是最大的接头强度: 优先进行细致的表面准备,并确保整个接头达到正确、均匀的钎焊温度。
- 如果您的主要重点是尺寸稳定性: 极其小心地控制您的加热和冷却速率,并使用设计良好的夹具来允许热膨胀。
- 如果您的主要重点是高产量可重复性: 记录并标准化每一个参数,从清洁溶液浓度到炉温曲线和冷却速率。
通过从简单地遵循步骤转变为主动控制基本参数,您可以掌握钎焊过程,并确保每次都获得高质量的结果。
摘要表:
| 步骤 | 关键操作 | 目的 |
|---|---|---|
| 1. 表面准备 | 清除母材上的油污、污垢和氧化物 | 确保填充金属能够润湿并粘合到表面 |
| 2. 装配和夹具固定 | 定位部件和填充金属;用夹具固定 | 在热循环期间将部件固定到位 |
| 3. 加热和助焊剂活化 | 均匀加热组件;活化助焊剂 | 熔化助焊剂以溶解氧化物;达到钎焊温度 |
| 4. 填充金属流动 | 填充金属熔化并通过毛细作用流动 | 完全填充接头间隙以形成连续的结合 |
| 5. 冷却 | 控制冷却速率直至室温 | 最大限度地减少热应力、变形和开裂 |
| 6. 钎焊后整理 | 检查接头并进行任何必要的清洁/机加工 | 确保接头质量和最终部件的完整性 |
准备好实现完美的钎焊结果了吗? 正确的设备对于精确的温度控制、均匀的加热和一致的气氛管理至关重要。
KINTEK 专注于高性能实验室炉和钎焊系统,这些系统专为可靠性和可重复性而设计。无论您是在研发还是在大批量生产中工作,我们的解决方案都能帮助您掌握保持时间、加热/冷却速率和气氛控制等参数。
让我们一起优化您的钎焊过程。立即联系我们的专家,讨论您的具体应用需求。
图解指南