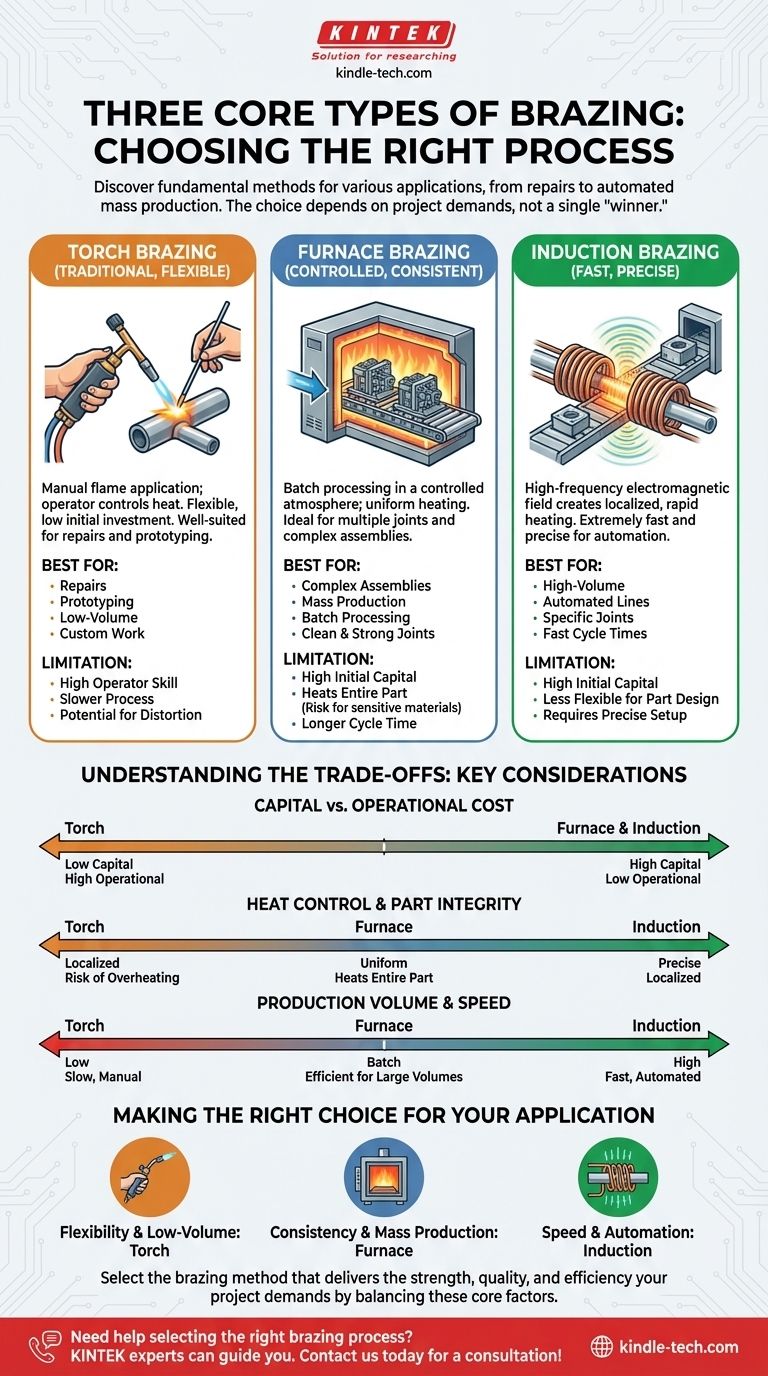
尽管存在许多专业方法,但最基本和最广泛使用的三种钎焊类型是火炬钎焊、炉中钎焊和感应钎焊。每种方法使用不同的技术来施加热量,使其适用于不同的应用,从一次性维修到大批量自动化生产。
最好的钎焊方法不是单一的“赢家”,而是由您项目的具体要求决定的选择。您的决定应平衡生产量、零件复杂性、接头质量要求和前期设备成本等因素。
核心钎焊工艺的深入了解
钎焊依赖于将填充金属加热到其熔点以上(但低于母材的熔点),并通过毛细作用将其吸入接头。钎焊类型之间的主要区别在于用于提供热量的方法。
火炬钎焊
火炬钎焊是最传统的方法,涉及操作员将燃气火焰对准接头。通常会将单独的钎焊棒或焊丝送入加热的接头中。
此过程非常灵活,对设备的初始投资要求最低。它非常适合维修、原型制作和低批量生产运行,在这些情况下自动化不切实际。
火炬钎焊接头的质量在很大程度上取决于操作员的技能,操作员必须控制热量施加,以避免过热或使零件变形。
炉中钎焊
在炉中钎焊中,填充金属预先放置在零件上,然后将整个组件在受控气氛的炉中加热。这使得可以同时钎焊多个接头,甚至是多个零件。
此方法非常适合具有多个接头的大批量生产零件和复杂组件。受控气氛(通常是真空或惰性气体)可防止氧化,从而产生清洁、牢固且高度一致的接头,而无需进行钎焊后清洁。
由于整个零件均匀加热和冷却,炉中钎焊最大限度地减少了热变形,这对大型或形状奇特的组件至关重要。
感应钎焊
感应钎焊使用高频交流电通过铜线圈。这会产生一个电磁场,精确而快速地加热置于其中的导电金属部件。
此过程提供极快的加热循环,使其非常适合大批量自动化生产线,例如汽车行业中发现的生产线。热量精确地集中在接头区域,提高了能源效率,并保护组件的其余部分免受热影响。
感应钎焊提供了出色的可重复性和过程控制,一旦系统配置好,就能以最少的人工干预生产出高度一致的接头。

了解权衡
选择钎焊工艺需要权衡一种方法的优点与另一种方法的局限性。您应用的具体要求将决定哪些权衡是可以接受的。
资本成本与运营成本
火炬钎焊的前期设备成本最低,但通常每件零件的人工成本最高,且一致性可能较低。
炉中钎焊和感应钎焊需要大量的初始资本投资。然而,对于批量生产,它们通过自动化和高吞吐量大大降低了每件零件的成本。
热控制和零件完整性
火炬钎焊中的直接火焰如果操作员不小心管理,可能会导致局部过热或变形。
炉中钎焊会加热整个组件。虽然这可以减少应力和变形,但它不适用于接头以外的含有热敏材料(如电子元件或塑料)的组件。
感应钎焊提供了两全其美的效果:精确的局部加热,保护了整个组件,同时具有高度的可控性和可重复性。
生产量和速度
火炬钎焊本质上是一种手动、一次一个的过程,因此速度慢,不适合大批量生产。
炉中钎焊非常适合批处理。其循环时间可能很长,但它一次处理数百个零件的能力使其对复杂或小型零件的大批量生产效率很高。
感应钎焊是特定、可重复接头速度的冠军,通常在几秒钟内完成一次钎焊。
为您的应用做出正确的选择
要选择正确的工艺,请分析您的主要制造目标。
- 如果您的主要重点是灵活性和低批量生产:火炬钎焊提供了最低的进入门槛,非常适合维修、原型制作和定制工作。
- 如果您的主要重点是复杂或大批量生产零件上的高质量接头:炉中钎焊为批次生产提供了无与伦比的一致性和清洁度。
- 如果您的主要重点是特定接头的高速和自动化批量生产:感应钎焊为大批量生产线提供了最快、最可重复的结果。
通过了解这些核心工艺及其固有的权衡,您可以选择满足您的项目所需的强度、质量和效率的钎焊方法。
摘要表:
| 钎焊方法 | 最适合 | 主要优势 | 主要限制 |
|---|---|---|---|
| 火炬钎焊 | 维修、原型制作、小批量工作 | 设备成本低,灵活性高 | 依赖操作员技能,速度较慢 |
| 炉中钎焊 | 复杂组件、大批量生产 | 质量一致,批次处理 | 初始成本高,加热整个零件 |
| 感应钎焊 | 大批量、自动化生产 | 快速、精确、局部加热 | 初始成本高,对零件设计的灵活性较低 |
需要帮助为您的实验室或生产线选择正确的钎焊工艺吗? KINTEK 专注于实验室设备和耗材,可满足您的所有实验室需求。我们的专家可以帮助您选择最佳的钎焊解决方案,以确保您的特定应用的强度、质量和效率。立即联系我们进行咨询!
图解指南