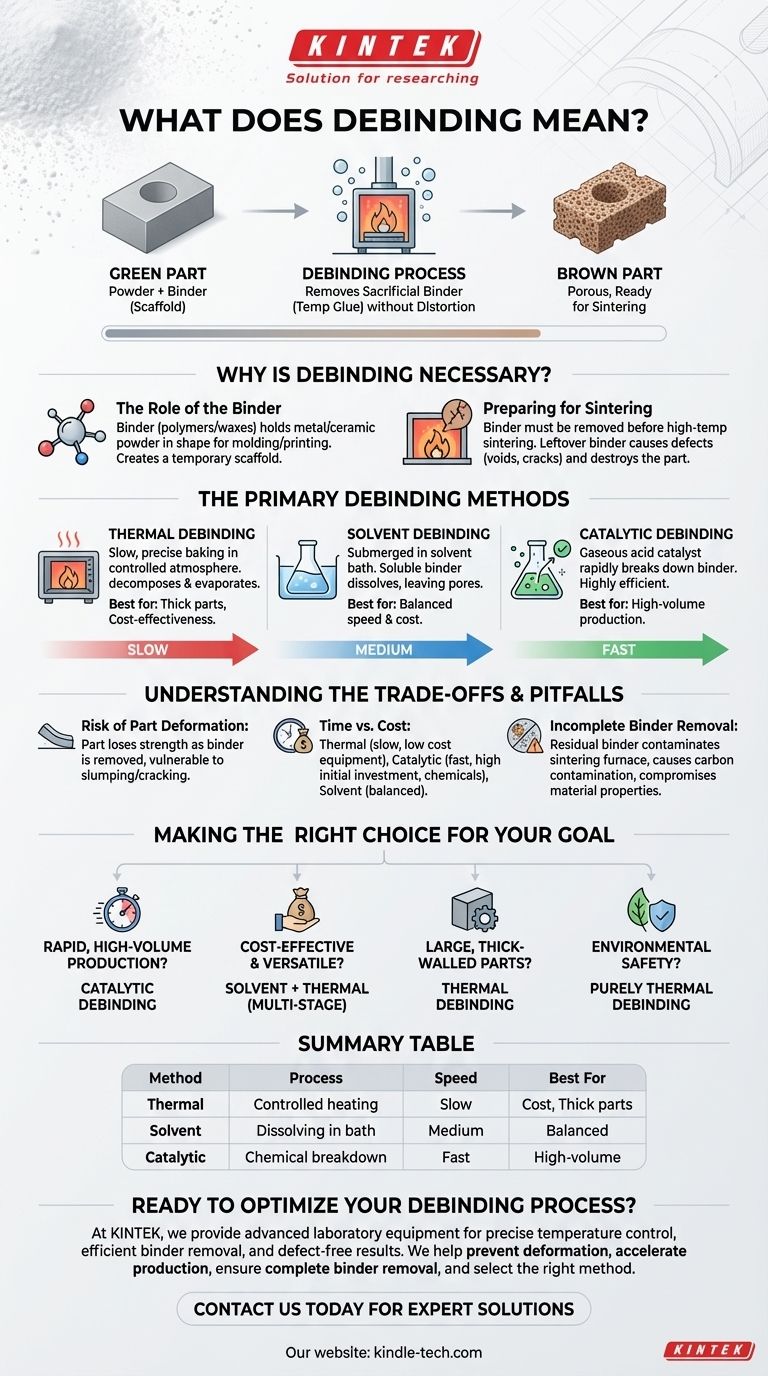
简而言之,脱脂是关键的制造步骤,在此步骤中,被称为粘结剂的临时“胶水”从模塑或打印的零件中去除。此过程对于由金属或陶瓷粉末制成的零件至关重要,因为它为零件进入称为烧结的最终强化步骤做好了准备。它会仔细去除牺牲性的粘结剂材料,而不会使零件的精细几何形状变形。
脱脂的核心挑战是精心提取临时粘结剂,该粘结剂赋予零件初始形状,将其从易碎的“生坯件”转变为准备好进行最终致密的“棕坯件”,同时防止开裂、坍塌或其他缺陷。
为什么需要脱脂?
粘结剂的作用
在金属注射成型(MIM)或粘结剂喷射成型等工艺中,细金属粉末或陶瓷粉末本身无法保持复杂的形状。添加粘结剂(通常是聚合物和蜡的混合物)到粉末中,以创建可模塑或打印的原料。
粘结剂充当临时支架,将粉末颗粒固定在所需的形状中。这个初始的、充满粘结剂的组件被称为“生坯件”。
为烧结做准备
最终目标是通过称为烧结的高温过程,将金属或陶瓷颗粒熔合在一起形成坚固、致密的物体。
在烧结之前必须去除粘结剂。如果将其保留,它会在高温下不受控制地燃烧,释放出气体,从而产生空隙、裂纹和缺陷,最终毁坏零件。脱脂为颗粒直接键合清除了道路。

主要的脱脂方法
方法的选择取决于粘结剂材料、零件几何形状和生产要求。通常,会使用结合了多种方法的阶段性过程。
热脱脂
这是最常见的方法,本质上是一个非常缓慢且精确的烘烤过程。将生坯件在受控气氛的炉中加热到使粘结剂分解和蒸发的温度。
该过程必须缓慢进行,以允许气态副产物通过零件的孔隙网络逸出,而不会积聚压力并引起缺陷。
溶剂脱脂
在此方法中,将生坯件浸入溶剂浴中。溶剂溶解粘结剂系统的可溶性组分,留下开放的孔隙网络。
此过程通常比纯热脱脂更快,并用作第一步。仍然需要一个次级的热脱脂阶段来去除剩余的、不溶性的粘结剂成分。
催化脱脂
这是一种高效的化学过程,其中将硝酸等气态酸催化剂引入低温烤箱中。催化剂会快速分解主要的粘结剂聚合物(通常是聚甲醛)。
催化脱脂比其他方法快得多,但需要更专业的设备和粘结剂材料。
了解权衡和陷阱
零件变形的风险
脱脂是零件最脆弱的阶段。随着粘结剂的去除,零件会失去强度,如果支撑不当,很容易在自身重量下发生坍塌、开裂或变形。
对于具有薄壁、尖角或复杂内部特征的零件尤其如此。必须仔细管理粘结剂的去除速率,以保持结构完整性。
时间与成本
从设备的角度来看,热脱脂通常是最具成本效益的,但也是最慢的,对于大型或厚实的零件,有时需要数天时间。
催化脱脂是最快的,但需要对专用炉进行更高的初始投资,并涉及处理腐蚀性化学品,从而增加了运营成本。溶剂脱脂介于两者之间,比热脱脂具有速度优势,但增加了溶剂处理和处置的成本和环境考虑因素。
粘结剂去除不完全
如果脱脂过程不完全,残留的粘结剂可能会在烧结过程中污染熔炉,导致最终零件中出现碳污染。这会严重损害材料的机械性能,例如强度和延展性。
为您的目标做出正确的选择
- 如果您的主要重点是快速、大批量的生产:催化脱脂是更优的选择,因为其速度可以大大缩短循环时间。
- 如果您的主要重点是针对各种材料的成本效益:从溶剂开始并以热脱脂结束的多阶段过程提供了一种平衡的方法。
- 如果您的主要重点是加工大型、厚壁零件:缓慢、仔细控制的热脱脂循环通常是防止内部缺陷的唯一方法。
- 如果您的主要重点是环境安全和最少的化学品处理:纯热脱脂避免了溶剂或酸催化剂管理的复杂性。
最终,掌握脱脂过程对于释放粉末制造的全部潜力至关重要。
摘要表:
| 方法 | 过程 | 速度 | 最适合 |
|---|---|---|---|
| 热脱脂 | 受控加热以分解粘结剂 | 慢 | 成本效益,厚零件 |
| 溶剂脱脂 | 在化学浴中溶解粘结剂 | 中等 | 速度与成本平衡 |
| 催化脱脂 | 使用酸催化剂进行化学分解 | 快 | 大批量生产 |
准备优化您的脱脂过程了吗?
在 KINTEK,我们专注于提供定制的先进实验室设备和耗材,用于金属和陶瓷制造。无论您是从事金属注射成型(MIM)、粘结剂喷射成型还是其他粉末制造工艺,我们的解决方案都能确保精确的温度控制、高效的粘结剂去除和无缺陷的结果。
我们帮助您:
- 使用受控的热脱脂系统防止零件变形和缺陷
- 通过高效的催化和溶剂脱脂解决方案加快生产周期
- 实现完全的粘结剂去除,避免烧结过程中的污染
- 为您的特定材料和零件几何形状选择正确的脱脂方法
立即联系我们,讨论我们的实验室设备专业知识如何增强您的脱脂过程并提高您的最终产品质量。立即与我们的专家取得联系!
图解指南