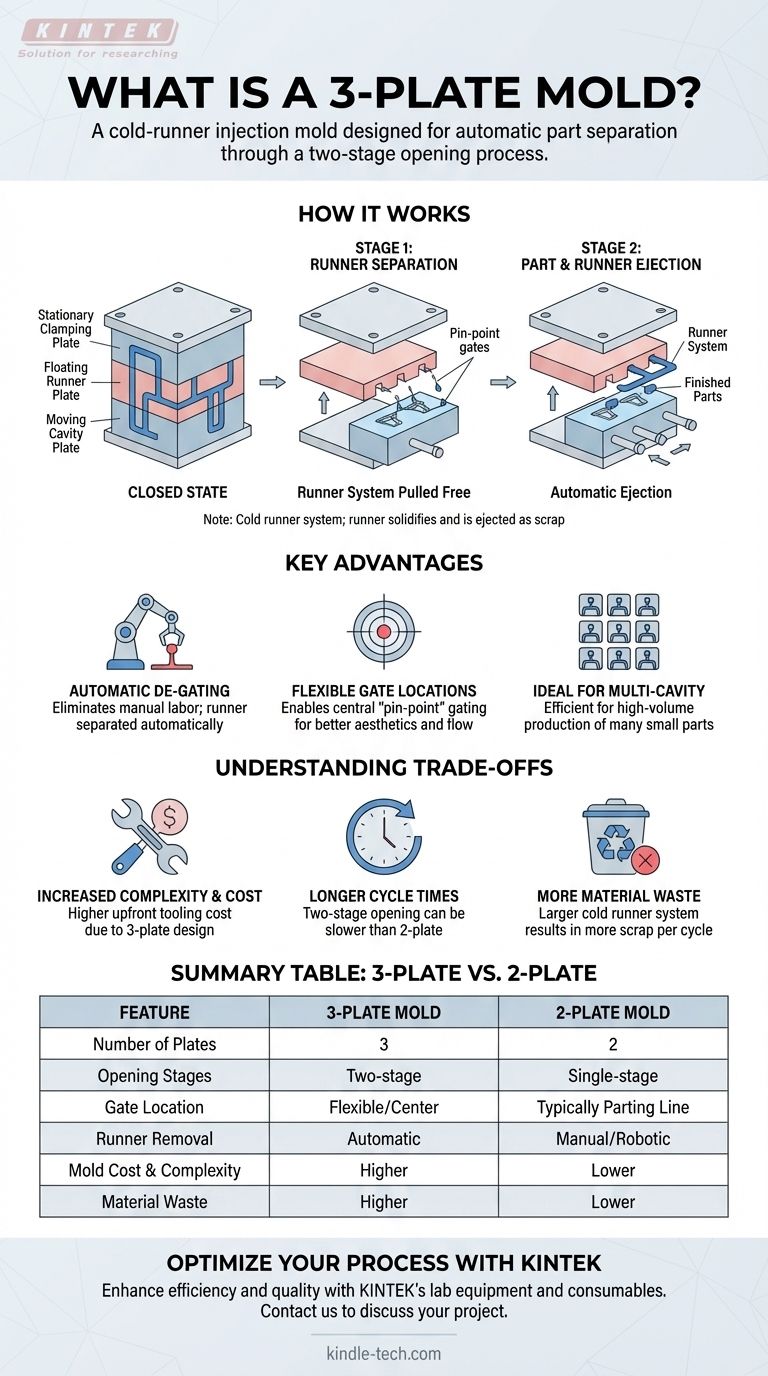
本质上,三板模具是一种冷流道注塑模具,旨在在顶出过程中自动将塑料件与其流道系统分离。它通过使用三个主要模板分两个不同的阶段打开来实现这一点,允许在一个间隙中移除流道,在另一个间隙中移除成品件。
关键要点是,三板模具引入了机械复杂性,目的是:实现灵活的浇口位置并自动化流道的移除,从而消除人工后处理步骤。这是在较高的模具成本和较低的操作人工之间做出的明确权衡。
三板模具的工作原理
“三板”这个名称直接指的是其核心结构,这决定了其独特的开启顺序。理解这种机械动作是掌握其目的的关键。
核心组件
三板模具由一叠模板构成:一个固定锁模板,一个浮动流道板,以及活动型腔板。将熔融塑料输送的流道系统加工在其中两个模板上,存在于两个不同的平面上。
两阶段开启顺序
当成型周期完成后,模具不会只打开一次。
- 首先,在固定模板和浮动流道板之间打开一个间隙。此操作将固化的“点浇口”从零件上拉开,有效地使流道分离。
- 其次,在浮动流道板和活动型腔板之间打开另一个间隙。这使得现在分离的流道系统被顶出,然后成品件从型腔中顶出。
冷流道的作用
重要的是要记住,这是一个冷流道系统。流道中的塑料在每个周期都会与零件一起固化。然后将固化的流道作为废料顶出,在某些情况下可以将其粉碎并再利用。

关键优势:自动脱流道
复杂两阶段开启的全部目的就是实现自动脱流道。与简单的二板模具相比,这带来了几项显著的工艺和设计优势。
消除人工操作
主要好处是消除了二次操作。使用二板模具时,操作员(或机器人)必须手动从每个零件上修剪流道。三板模具在模具内部自动完成这项任务,节省了大量时间和人工成本。
实现灵活的浇口位置
这种设计独特地允许点浇口直接设置在零件的顶部美观表面上。这非常适合从中心均匀填充圆形或圆锥形零件,最大限度地减少浇口瑕疵,并提高零件的结构完整性。标准的二板模具通常只能沿着零件的外边缘(分型线)设置浇口。
适用于多腔模具
当一次成型许多小零件时,能够自动将每个零件与复杂的流道系统分离是非常高效的。它简化了高产量生产的制造过程。
了解权衡
三板模具的优势并非没有代价。该设计引入了必须考虑的具体复杂性和成本。
模具复杂性和成本增加
增加第三个模板以及实现两阶段开启顺序所需的机构使模具在设计、加工和维护方面更加复杂。与二板模具相比,这导致了明显更高的前期工装成本。
潜在的较长周期时间
两次独立的开启和闭合动作比二板模具的单次动作花费更多时间。这可能导致总周期时间变长,这可能会影响非常高产量的项目的零件产出。
更多的材料浪费
三板模具中的流道系统通常比二板模具中的更大、更复杂。由于这是一个在每个周期都被顶出作为废料的冷流道,因此会导致更多的材料浪费。
为您的目标做出正确的选择
选择正确的模具类型需要平衡设计要求、产量和预算。
- 如果您的主要关注点是设计灵活性和外观效果: 当您需要零件表面中心设置浇口以获得最佳流动性和外观时,三板模具是一个绝佳的选择。
- 如果您的主要关注点是在大批量生产中减少人工: 自动脱流道功能使三板模具在多腔模具中非常有效,在这些模具中,手动修剪会成为瓶颈。
- 如果您的主要关注点是最大限度地减少模具成本和材料浪费: 更简单的二板模具几乎总是更经济、更高效的选择。
最终,选择三板模具是一个明智的工程决策,它优先考虑自动化和设计自由度,而不是初始模具成本和周期速度。
总结表:
| 特性 | 三板模具 | 二板模具 |
|---|---|---|
| 模板数量 | 3 | 2 |
| 开启阶段 | 两阶段 | 单阶段 |
| 浇口位置 | 灵活(例如,零件中心) | 通常仅限于分型线 |
| 流道移除 | 自动(脱流道) | 手动或机器人修剪 |
| 模具成本与复杂性 | 更高 | 更低 |
| 材料浪费 | 更高(流道更大) | 更低 |
利用 KINTEK 优化您的注塑工艺
选择正确的模具设计对于生产的效率和质量至关重要。无论您需要三板模具的自动化脱流道和设计灵活性,还是二板解决方案的成本效益,KINTEK 在实验室设备和耗材方面的专业知识都可以帮助您实现目标。
我们提供设备和支持,以增强您实验室的能力并简化您的制造工作流程。立即联系我们,讨论我们如何支持您的特定项目需求并为您的运营带来价值。
图解指南