从本质上讲,注塑成型工艺是一个四阶段循环,它在高压下将熔融材料强制注入模具中。原材料,通常是塑料颗粒,被熔化,注入闭合的模具中,冷却成固体状态,然后作为成品件被顶出。这个循环会快速重复,使其成为一种极其高效的大规模生产方法。
理解注塑成型的关键在于将其视为一个高压、高速的转化循环,而不仅仅是一系列步骤。掌握温度、压力和时间之间的相互作用,决定了成品件的质量、速度和成本。
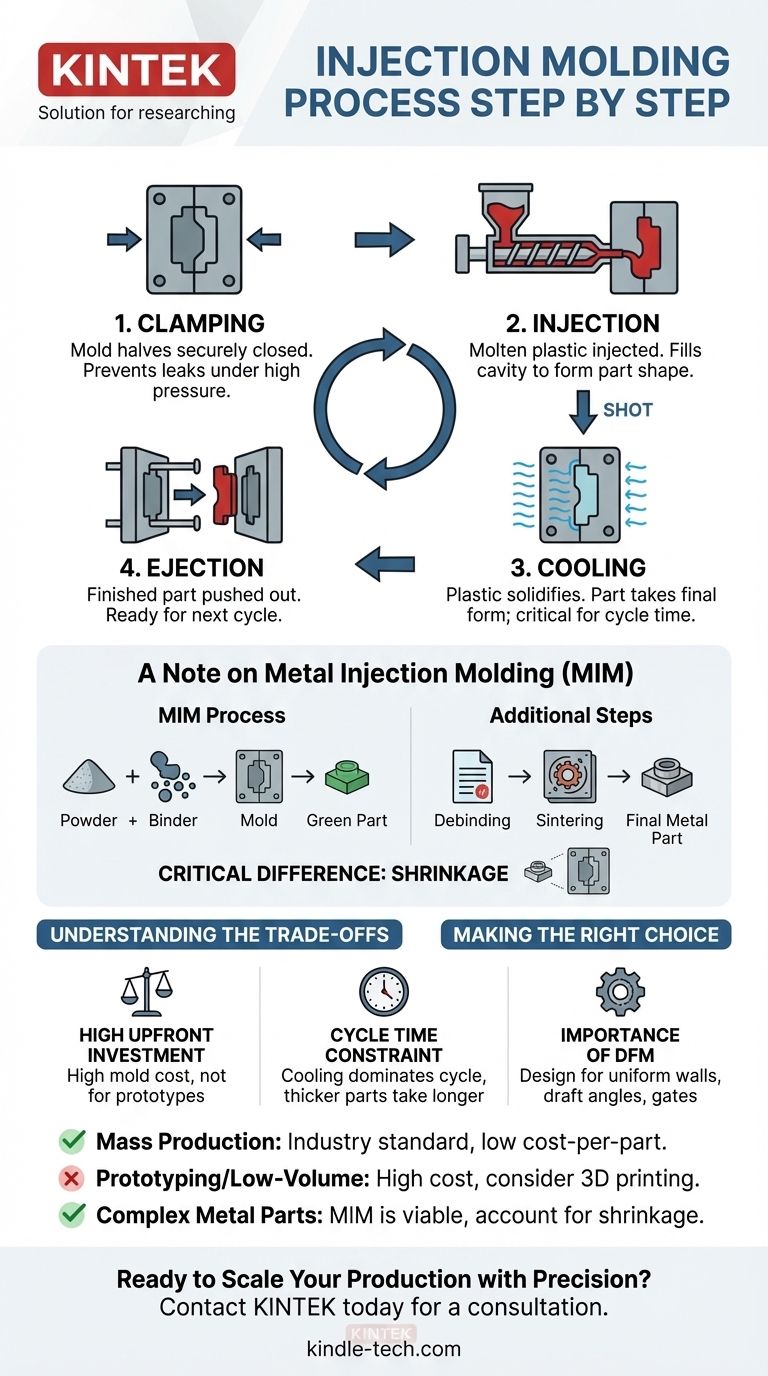
注塑成型的四个核心阶段
整个过程是一个高度受控和自动化的循环。虽然存在变化,但这四个阶段代表了将原材料塑料颗粒转化为精确固体组件的基本机制。
阶段 1:闭模(Clamping)
在注入任何材料之前,模具的两半必须牢固地闭合。一个强大的锁模单元以巨大的力量将模具的两半推在一起。
这个力对于在注射阶段的高压下保持模具密封至关重要,以防止任何熔融材料泄漏出来,否则会产生称为“飞边”的缺陷。
阶段 2:注射(Injection)
模具闭合后,将原材料塑料颗粒从料斗送入料筒。在料筒内部,一个旋转的螺杆和加热带协同工作,将塑料熔化并混合,这个过程称为塑化(plasticization)。
一旦足够多的熔融塑料积聚在料筒前端,螺杆就会像柱塞一样向前推动。这个动作将被称为“一射量”(shot)的材料以高速和高压注入模腔中。
阶段 3:冷却(Cooling)
熔融塑料一旦充满模具,就会通过接触模具的内表面开始冷却。在这个阶段,塑料固化并呈现出零件的最终形状。
冷却阶段通常是整个循环中最长的部分。所需时间取决于塑料的类型、零件壁的厚度以及模具冷却通道的设计。
阶段 4:顶出(Ejection)
在零件充分冷却后,锁模单元打开模具。一个顶出机构,通常使用顶针或顶板,将固化的零件从模腔中推出。机器现在已准备好开始下一个循环。

关于金属注射成型(MIM)的说明
区分塑料成型和金属注射成型(Metal Injection Molding, MIM)非常重要。虽然初始步骤相似,但整个过程在根本上是不同的。
MIM 工艺
在 MIM 中,将细金属粉末与聚合物粘合剂混合,制成原料。这种混合物像塑料一样被注入模具中。
然而,从模具中取出的“毛坯件”随后必须经过两个额外的步骤:脱脂(debinding),即去除聚合物粘合剂;以及烧结(sintering),即将零件加热到高温,使金属颗粒熔合在一起并致密化。
关键区别:收缩
在烧结过程中,随着粘合剂留下的空隙被消除,金属零件会显著收缩。因此,MIM 模具的设计必须比所需最终零件的尺寸成比例地更大,以考虑到这种可预测的收缩。
理解权衡
注塑成型是一项强大的技术,但它并非解决所有问题的正确方案。理解其固有的权衡对于做出明智的制造决策至关重要。
高昂的前期投资
进入该领域的主要障碍是模具工具本身的成本。这些硬化钢工具的加工复杂且昂贵,通常耗资数万美元甚至更多。这使得该工艺对于原型制作或极小批量的生产运行来说不经济。
循环时间限制
一个循环的总时间决定了生产率,进而决定了单位零件的成本。冷却阶段是循环时间中最重要的因素,这意味着较厚的零件需要更长的时间且生产成本更高。
可制造性设计(DFM)的重要性
零件必须专门为注塑成型工艺而设计。诸如均匀的壁厚、拔模斜度(轻微的锥度以便于顶出)以及浇口(塑料进入型腔的位置)等因素对于避免缺陷和确保成功的结果至关重要。
为您的项目做出正确的选择
请使用此指南来确定注塑成型是否符合您的目标。
- 如果您的主要重点是最终零件的大规模生产: 注塑成型是行业标准,一旦覆盖了初始模具投资,即可提供极低的单位零件成本。
- 如果您的主要重点是原型制作或小批量生产: 模具的高昂成本使得注塑成型不适用;请考虑 3D 打印或聚氨酯浇铸等替代方案。
- 如果您的主要重点是高产量生产复杂的金属零件: 金属注射成型(MIM)是一个可行且强大的选择,但您必须在设计中考虑到其独特的后处理步骤和收缩率。
最终,选择注塑成型是对规模化制造的承诺。
摘要表:
| 阶段 | 关键操作 | 目的 |
|---|---|---|
| 1. 闭模 | 模具两半牢固关闭。 | 在高压下防止泄漏和缺陷。 |
| 2. 注射 | 熔融塑料注入模具。 | 填充型腔以形成零件形状。 |
| 3. 冷却 | 塑料在模具内固化。 | 零件呈现最终形状;对循环时间至关重要。 |
| 4. 顶出 | 成品件被推出模具。 | 完成循环,使机器准备好进行下一次射出。 |
准备好以精度扩大您的生产规模了吗?
了解注塑成型工艺是第一步。成功实施它需要正确的设备和专业知识。在 KINTEK,我们专注于支持注塑成型等先进制造过程的高性能实验室设备和耗材。
无论您是优化循环时间、选择材料还是扩大生产规模,我们的团队都能为您提供所需的可靠解决方案。让我们讨论如何帮助您提高制造效率和产品质量。
立即联系 KINTEK 进行咨询,发现适合您实验室和生产需求的正确工具。
图解指南