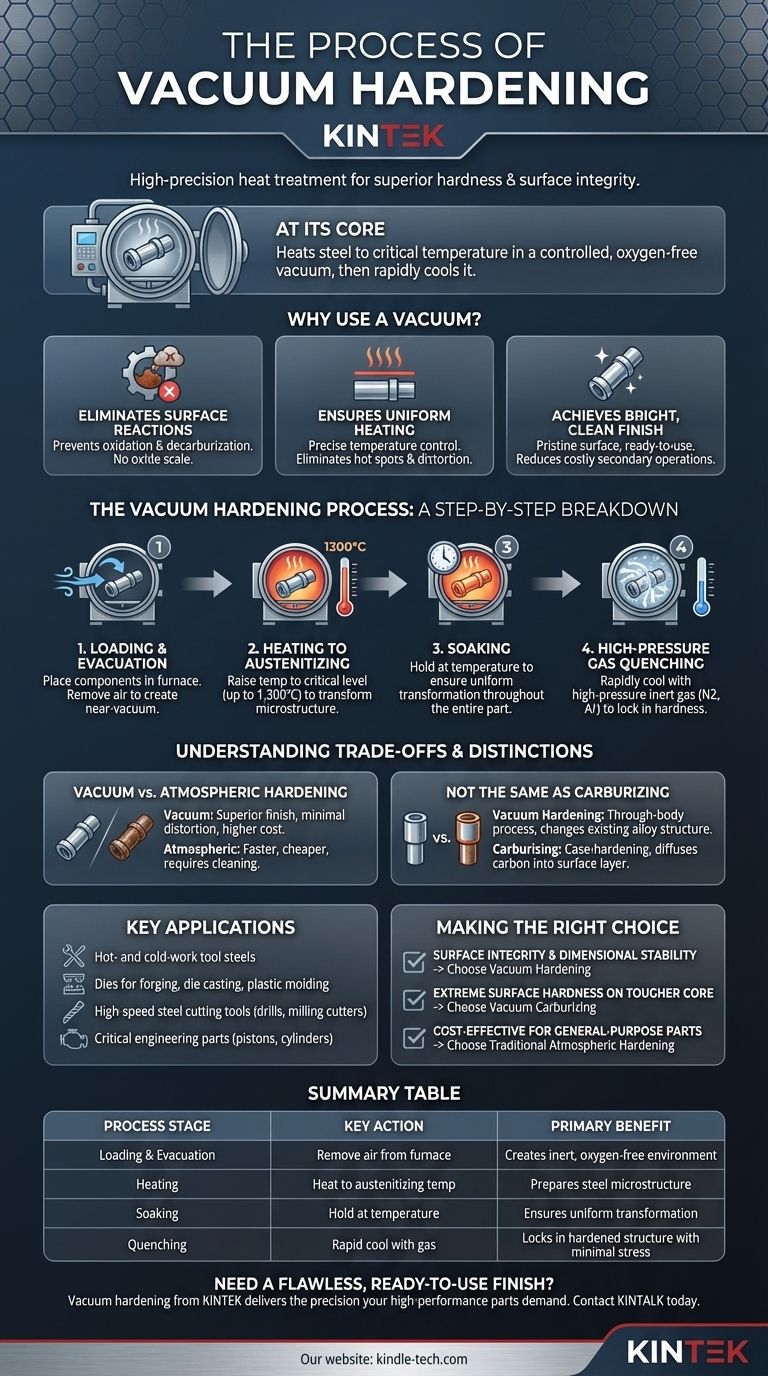
从本质上讲,真空淬火是一种高精度热处理工艺,用于提高钢制部件的硬度和强度。它涉及在受控的无氧真空环境中将材料加热到临界温度,然后快速冷却。真空的主要目的是保护部件表面,防止在传统大气炉中发生的氧化和脱碳等反应。
关键的见解是,真空淬火不仅仅是使金属变硬;而是以卓越的精度和表面完整性来实现这种硬度。通过消除大气气体,该工艺可以防止表面缺陷和变形,使其成为对光洁、即用型表面至关重要的高性能部件的优选方案。
原理:为什么要使用真空?
使用真空是该工艺的决定性特征,与在有大气条件下进行的传统热处理相比,它具有显著优势。
消除表面反应
在传统炉中,空气中存在的氧气会与热钢表面发生反应。这会产生不希望出现的氧化皮层,并可能导致表面层脱碳,从而削弱最终部件的强度。
真空炉几乎移除了所有的空气,创造了一个惰性环境,防止了这些有害反应的发生。
确保均匀加热
真空炉的受控环境允许极其精确和均匀的温度控制。这消除了热点,并确保整个部件,包括复杂的几何形状,都以恒定的速率加热和冷却,从而最大限度地减少内部应力和变形。
实现光亮、洁净的表面
由于没有发生氧化,部件从真空炉中取出时会带有光亮、洁净的金属表面。这通常消除了对喷砂、研磨或机加工等耗时且昂贵的二次操作的需求,以去除氧化皮。

真空淬火工艺:分步细分
虽然具体参数因钢合金而异,但基本过程遵循四个不同的阶段。
第 1 步:装载和抽真空
部件被小心地放置在密封的真空炉室内。然后,强大的泵送系统会抽出空气和其他气体,在特定的真空度下形成近乎真空的环境。
第 2 步:加热至奥氏体化温度
炉温精确地升高到材料特定的奥氏体化温度,该温度可高达 1,300°C。这是钢的晶体结构发生转变的关键温度,为其淬火做准备。现代计算机控制确保此阶段的高精度和可重复性。
第 3 步:保温(Soaking)
部件在奥氏体化温度下保持预定的时间。这个“保温”阶段确保了整个部件的结构转变是完整且均匀的。
第 4 步:高压气体淬火
保温完成后,通过快速冷却(称为淬火)来实现硬化。在真空炉中,这通常是通过用高压惰性气体(如氮气或氩气)填充腔室来实现的。气体快速循环,快速且可控地带走热量,以达到所需的硬度。
理解权衡和区别
尽管真空淬火非常有效,但它并非万能的解决方案。了解其应用背景是正确应用的关键。
真空淬火与大气淬火
主要的权衡在于表面质量和成本。大气淬火通常更快、成本更低,但需要后处理清洁。真空淬火直接从炉中提供卓越的表面光洁度和最小的变形,证明了其在高价值部件上的应用是合理的。
关键区别:与真空渗碳不同
真空淬火不应与真空渗碳相混淆。淬火是一个贯穿整个主体的过程,它改变现有合金的结构。渗碳是一种表面硬化工艺,其中引入富碳气体(如丙烷)使碳扩散到部件的表面,在较软的芯部上形成坚硬的外层。
主要应用
该工艺的优势使其成为精度和材料完整性至关重要的部件的理想选择。常见应用包括:
- 热作和冷作工具钢
- 锻造、压铸和塑料模具
- 高速钢刀具,如钻头和铣刀
- 关键工程部件,如活塞、气缸和工业刀具
为您的目标做出正确的选择
选择正确的热处理方法完全取决于部件对最终性能、表面光洁度和成本的要求。
- 如果您的主要关注点是表面完整性和尺寸稳定性: 对于不能容忍氧化、脱碳或变形的部件,真空淬火是理想的选择。
- 如果您的主要关注点是在更坚韧的芯部上实现极高的表面硬度: 您应该研究真空渗碳等表面硬化工艺。
- 如果您的主要关注点是通用部件的成本效益硬化: 传统的大气淬火可能就足够了,前提是要考虑到必要的后处理清洁和精加工。
最终,选择真空淬火是优先考虑精度、材料纯度和直接从炉中获得完美最终产品的决定。
摘要表:
| 工艺阶段 | 关键操作 | 主要益处 |
|---|---|---|
| 装载和抽真空 | 从炉室中去除空气 | 创造惰性、无氧环境 |
| 加热 | 加热至奥氏体化温度(最高 1300°C) | 准备钢的微观结构进行转变 |
| 保温 | 在设定的时间保持温度 | 确保整个部件的均匀转变 |
| 淬火 | 用高压惰性气体(N2、Ar)快速冷却 | 以最小的应力锁定硬化结构 |
您的关键部件需要完美、即用的表面光洁度吗?
KINTEK 的真空淬火可提供您的
立即联系 KINTALK 讨论我们的真空淬火解决方案如何提高您的产品质量和效率。
图解指南