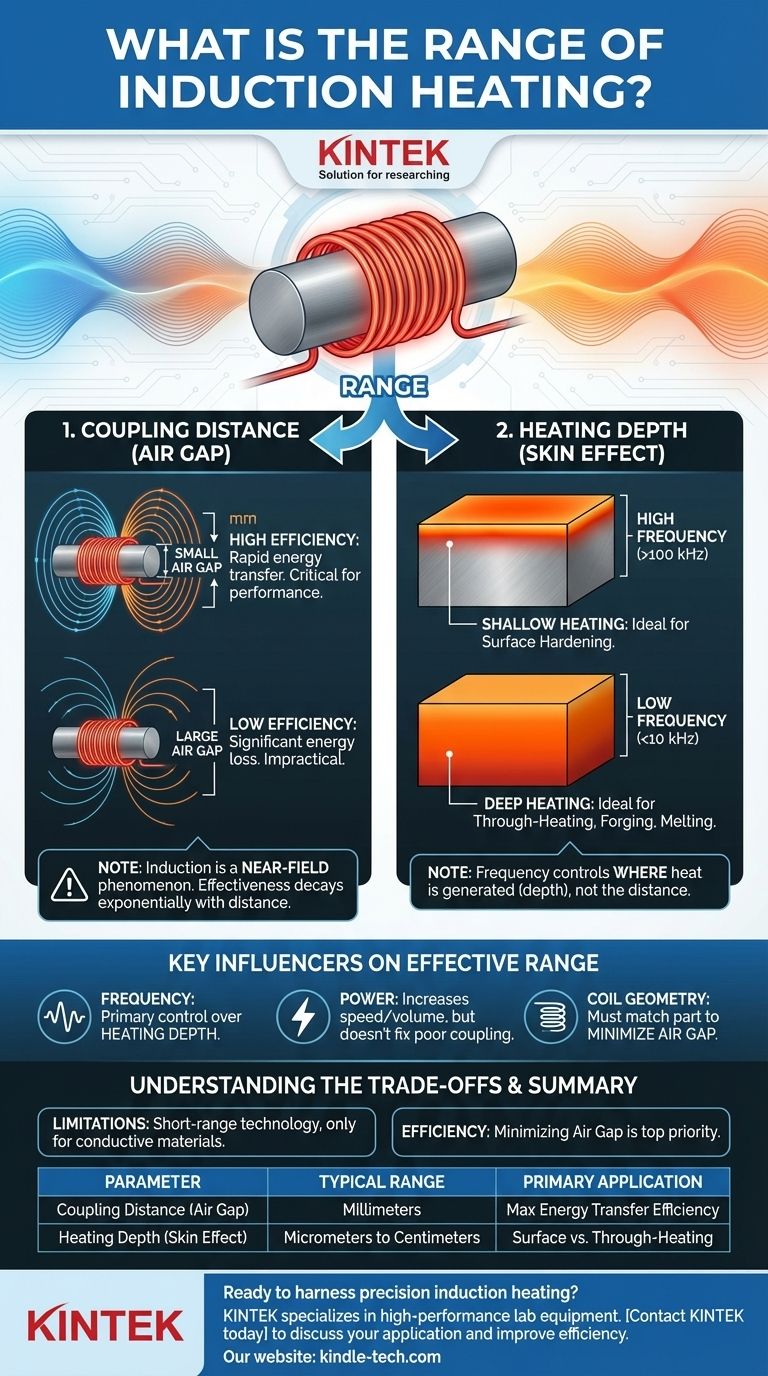
在感应加热中,“范围”具有两种截然不同的含义。它不是衡量远距离能量传输的指标,而是指线圈与工件之间的物理距离,称为耦合距离,以及热量穿透材料的深度,称为趋肤效应。耦合距离极短——通常只有几毫米——而加热深度则由系统的频率控制。
需要理解的核心原则是,感应加热是一种近场现象。其有效性随距离的增加而急剧衰减,因此线圈与零件之间的紧密接近是高效运行的基本要求。
感应加热中“范围”的两种含义
要正确应用感应加热,您必须了解“范围”指的是两个独立的物理参数:线圈的外部距离和内部加热深度。
耦合距离:气隙
感应线圈产生的磁场强度随距离呈指数衰减。为了在工件内高效产生热量,零件必须放置在非常靠近线圈的位置。
这个距离,通常称为气隙,至关重要。小的气隙确保了强大的磁耦合,从而实现快速高效的能量传输。大的气隙会导致弱耦合,需要显著更多的功率并浪费能量。
在大多数工业应用中,理想的气隙以毫米为单位。试图从几厘米或几英寸外加热物体效率极低,通常也不切实际。
加热深度:趋肤效应
“范围”的第二个概念是热量穿透材料本身的深度。工件中感应产生的交流电流,即涡流,倾向于在表面附近流动。这种现象称为趋肤效应。
这种电流流动的深度——以及因此产生的加热区域——由线圈中交流电流的频率决定。
- 高频(例如,>100 kHz)产生较浅的加热深度。电流非常接近表面,使其非常适合表面淬火等应用,在这些应用中,您需要坚硬的外部而又不影响金属的核心性能。
- 低频(例如,<10 kHz)导致较深的加热深度。这使得热量能够更深入地穿透零件,这对于锻造的透热或熔化大量金属等过程是必需的。

关键因素如何影响有效范围
感应加热的有效性不是一个单一的数字,而是频率、功率和物理设置之间相互作用的函数。
频率的作用
频率是您控制加热深度的主要手段。您选择频率不是为了增加线圈与零件之间的距离;您选择它是为了定义热量在零件何处产生。
功率的作用
增加感应系统的功率可以更快地加热零件或加热更大的零件。虽然更高的功率可以帮助弥补稍大的气隙,但它不能改变基本物理原理。不良耦合距离造成的效率损失仍然是巨大的。
线圈几何形状的作用
感应线圈必须设计成与被加热零件的几何形状相匹配。目标是围绕整个加热区域保持一个小的、一致的气隙。这就是为什么线圈是为特定应用定制形状的,从用于轴的圆柱形线圈到用于平面的“盘状”线圈。
理解权衡
感应加热是一个强大的工具,但其有效性受明确的物理限制。
接近限制
感应加热本质上是一种短距离技术。它不能用于远距离传输热量。零件必须靠近线圈,因此不适用于需要远程加热的应用。
效率与气隙
工艺效率的最大因素是气隙。气隙增加一倍,能量传输效率可能降低四倍或更多。最小化这个距离是设计高效且经济的感应工艺的首要任务。
材料限制
由于该过程依赖于感应电流,因此它仅对导电材料(主要是金属)有效。它不直接用于加热塑料、玻璃或陶瓷等材料,但可用于加热导电敏感体,然后敏感体通过传导或辐射加热非导电材料。
为您的目标做出正确选择
您的应用目标决定了您选择频率和线圈设计的方法。
- 如果您的主要重点是表面淬火或浅层加热:使用高频系统,并设计一个尽可能紧密贴合零件表面的线圈,以确保最小、均匀的气隙。
- 如果您的主要重点是熔化或加热零件的整个体积:使用较低频率的系统以实现深层热穿透,同时仍将线圈设计得尽可能靠近工件。
- 如果您的主要重点是工艺效率和速度:优先考虑最小化气隙。这将确保最大量的能量直接传输到零件中,从而实现快速加热并最大程度地减少浪费。
掌握感应加热不是为了实现距离,而是为了精确控制接近度和频率,将热量精确地传递到需要的位置。
总结表:
| 参数 | 典型范围 | 主要影响因素 | 主要应用 |
|---|---|---|---|
| 耦合距离(气隙) | 毫米 | 线圈几何形状和零件放置 | 最大化能量传输效率 |
| 加热深度(趋肤效应) | 微米到厘米 | 频率(赫兹/千赫/兆赫) | 表面淬火与透热 |
准备好在您的实验室或生产线上利用感应加热的精度了吗?
KINTEK 专注于高性能实验室设备,包括为研究、材料测试和工艺开发量身定制的感应加热系统。无论您需要精确的表面淬火还是深层、均匀的透热,我们的专家都可以帮助您为您的特定金属或导电材料选择合适的频率、功率和线圈设计。
立即联系 KINTEK 讨论您的应用,并了解我们可靠的感应加热解决方案如何提高您的效率、一致性和结果。
图解指南