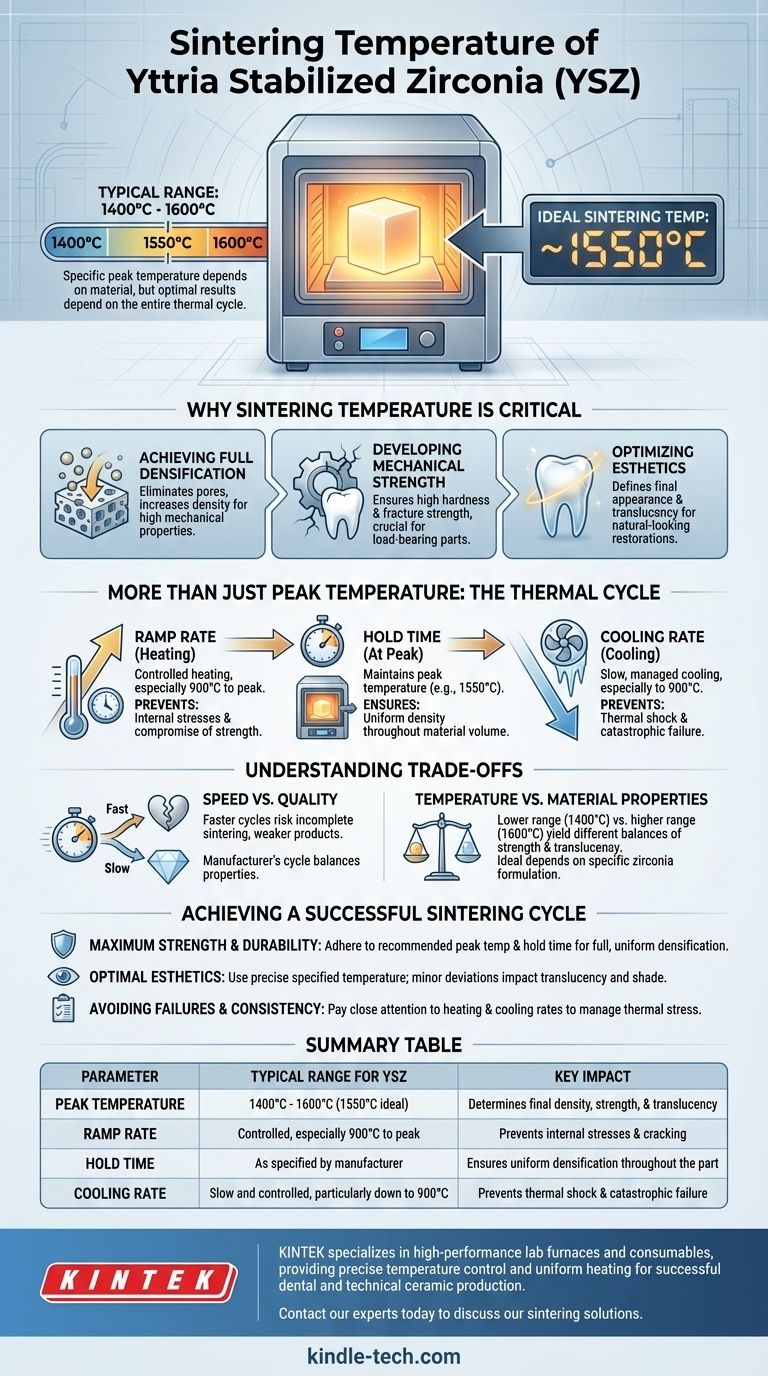
对于氧化钇稳定氧化锆(YSZ),理想的烧结温度约为 1550°C。大多数牙科和技术应用使用 1400°C至1600°C 之间的范围,以实现材料的最终密度、强度和所需的美学特性。
特定的峰值温度是一个关键目标,但要获得最佳结果,取决于整个热循环——包括加热速率、在峰值温度下的持续时间以及冷却速率。
为什么烧结温度是关键参数
烧结是将多孔、粉笔状的氧化锆块转化为致密、高强度陶瓷的热处理过程。温度方案直接决定了材料标志性特性的发挥。
实现完全致密化
烧结的主要目标是消除氧化锆颗粒之间的孔隙。当炉子达到目标温度时,颗粒会融合在一起,导致材料收缩并变得显著致密。
这种高密度赋予了YSZ优异的机械性能。
发展机械强度
适当的致密化直接转化为高硬度和断裂强度。温度或时间不足会导致最终部件多孔、脆弱,无法承受功能应力。
这对于后牙修复体等承重应用尤为关键。
优化美观性
氧化锆的最终外观,特别是其半透明性,也在烧结周期中确定。精确的温度有助于形成预期的晶体结构,使光线以自然的方式穿过材料。
偏离推荐温度可能导致修复体过于不透明或与所需色泽不符。

不仅仅是峰值温度
虽然峰值温度是一个重要的核心数字,但对过程的专业控制涉及管理整个加热和冷却曲线。达到峰值和从峰值返回的过程与峰值本身同样重要。
升温速率的关键作用
升温速率,即炉温升高的速度,是一个关键变量。受控的升温速率,特别是从900°C到峰值温度,确保部件均匀受热。
加热过快可能会引入内部应力,从而损害修复体的最终强度。
保温时间的重要性
一旦炉子达到其峰值温度(例如1550°C),它会在此温度下保持特定持续时间。这个保温时间允许烧结过程在材料的整个体积中完成,确保均匀的密度。
缩短此时间是烧结不完全和机械性能不佳的常见原因。
冷却速率的影响
与加热一样,冷却速率必须仔细控制,以防止热冲击。缓慢、受控的冷却速率,特别是降至约900°C,可以使材料在不开裂的情况下稳定下来。
快速冷却是陶瓷部件灾难性失效的一个重要风险因素。
理解权衡
热处理过程中的每个决定都涉及权衡。虽然修改烧结周期以节省时间可能很诱人,但了解潜在后果至关重要。
速度与质量
更快的周期,采用激进的升温速率和更短的保温时间,可以减少炉子的运行时间。然而,这种效率的代价是烧结不完全、内部应力以及最终产品强度降低的风险。
制造商推荐的周期经过校准,旨在实现性能的理想平衡,不建议进行重大偏差。
温度与材料性能
在可接受范围的较低端(例如1400°C)与较高端(例如1600°C)进行烧结,可能会根据特定的氧化锆配方产生不同平衡的强度和半透明度。
并非所有类型的YSZ都有一个“最佳”温度;理想的数值总是与所使用的特定材料和所需结果相关联。
实现成功的烧结周期
为确保可预测的高质量结果,请始终从特定氧化锆制造商的说明开始。然后,专注于对您的目标最关键的过程方面。
- 如果您的主要关注点是最大强度和耐用性:严格遵守推荐的峰值温度和保温时间,以确保完全和均匀的致密化。
- 如果您的主要关注点是最佳美观性:使用为您的特定氧化锆类型指定的精确温度,因为微小的偏差可能会影响最终的半透明度和色泽。
- 如果您的主要关注点是避免故障并确保一致性:密切关注加热和冷却速率,因为热应力管理不当是导致裂纹的主要原因。
掌握整个烧结周期是充分发挥氧化钇稳定氧化锆潜力的关键。
总结表:
| 参数 | YSZ的典型范围 | 关键影响 |
|---|---|---|
| 峰值温度 | 1400°C - 1600°C(理想1550°C) | 决定最终密度、强度和半透明度 |
| 升温速率 | 受控,特别是从900°C到峰值 | 防止内部应力和开裂 |
| 保温时间 | 按制造商规定 | 确保部件整体均匀致密化 |
| 冷却速率 | 缓慢且受控,特别是降至900°C | 防止热冲击和灾难性失效 |
每次YSZ烧结循环都实现完美结果。
KINTEK专注于高性能实验室炉和耗材,提供精确的温度控制和均匀加热,这对于成功的牙科和技术陶瓷生产至关重要。我们的设备可帮助您始终如一地在最终产品中实现强度、密度和美观性的最佳平衡。
立即联系我们的专家,讨论我们的烧结解决方案如何提升您实验室的能力并确保陶瓷部件的可靠性。
图解指南