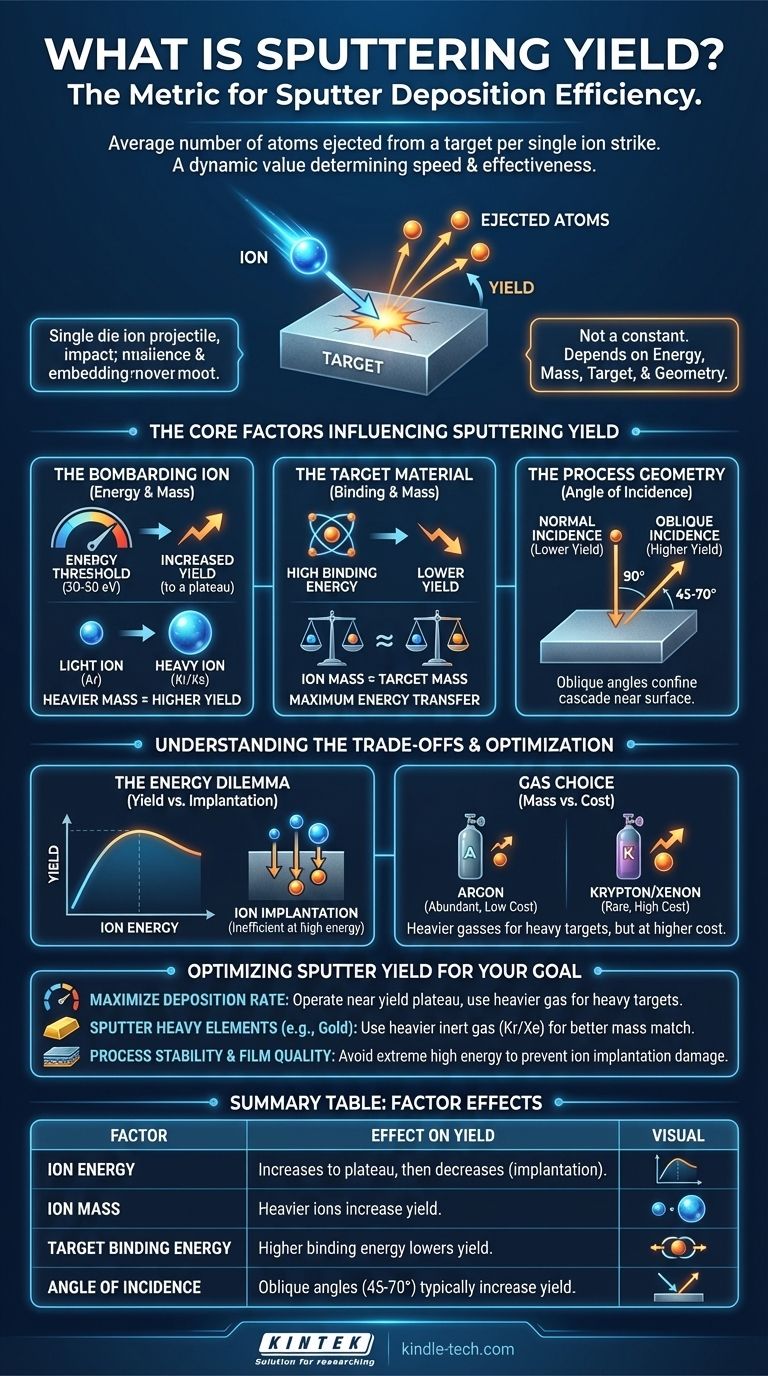
在任何溅射沉积过程中,溅射产率都是衡量效率的最重要指标。它被定义为撞击靶材表面每单个离子所溅射出的靶材原子的平均数量。这个数值不是一个常数;它是一个动态结果,决定了您沉积的速度和有效性。
溅射产率不是材料的固定属性,而是轰击离子能量和质量、靶材的物理特性以及碰撞几何形状这三个关键要素相互作用的可变结果。
影响溅射产率的核心因素
要控制溅射过程,您必须首先了解决定其产率的变量。这些因素可以分为离子特性、靶材特性以及工艺条件本身。
轰击离子:能量和质量
用于轰击的离子的特性是控制产率的主要杠杆。最常见的溅射气体是氩气,这是一种惰性气体,易于电离。
离子必须具有最小的动能才能成功地溅射出靶原子。这个能量阈值通常在 30 到 50 电子伏特 (eV) 之间。
超过此阈值后,溅射产率通常随离子能量的增加而增加。更高的能量允许更强烈的碰撞级联,溅射出更多的原子。
然而,在非常高的能量下,产率开始趋于平稳。这是因为高能离子会更深地穿透靶材,将能量沉积在表面以下,在那里它们对溅射出表面原子效率较低。
离子质量也至关重要。较重的离子携带的动量更多,碰撞过程中动量转移的效率直接影响产率。随着轰击离子质量的增加,产率也会增加。
靶材:结合能和质量
您试图溅射的材料的性质与您用来撞击它的离子一样重要。
每种材料都有特定的表面结合能,这是将原子从其表面移除所需的能量。表面结合能较高的材料更难溅射,因此溅射产率较低。
靶原子质量在动量传递方程中起着作用。当入射离子的质量与靶原子的质量非常接近时,能量转移最大。
对于晶体材料,产率还取决于晶体轴相对于离子束的取向。沿着晶格中开放的“通道”传播的离子会更深入地穿透,产生的溅射少于撞击更密集的晶面的离子。
工艺几何形状:入射角
离子撞击靶材表面的角度有显著影响。
对于以垂直(90°)角度撞击靶材的离子,其产率通常低于以斜角(例如 45-70°)撞击的离子。斜角撞击倾向于将碰撞级联限制在更靠近表面的位置,从而增加了原子被溅射出的概率。
然而,在非常浅的角度下,离子更容易直接从表面反射,这会导致溅射产率急剧下降。

理解权衡
优化溅射产率很少是简单地最大化单个变量的问题。它涉及平衡相互竞争的因素以实现期望的结果。
能量困境:产率与注入
虽然较高的能量会提高产率,但存在回报递减的点。超过最佳能量范围可能导致离子注入,即轰击离子深埋在靶材内部,而不是溅射其表面。这效率低下,并可能污染靶材。
气体选择:质量与成本
质量匹配原理表明,要溅射重靶材(如金),应该使用重惰性气体(如氪或氙)而不是氩气。这将产生更高的产率。
权衡是成本和可用性。氩气储量丰富且价格便宜,而氪和氙则要贵得多,这使得它们仅适用于特定的高价值应用。
系统参数:直接与间接控制
诸如磁场强度和等离子体气压等因素是间接影响溅射产率的系统级控制。
更强的磁场可以将等离子体限制在更靠近靶材的位置,从而增加离子密度并改变离子能量。同样,改变气压会影响离子的平均自由程,这会改变它们撞击靶材时的能量和方向性。
根据您的目标优化溅射产率
“最佳”溅射产率是与您的特定工艺目标一致的产率。您应该根据您的首要任务是原始沉积速度、材料纯度还是过程控制来定制您的方法。
- 如果您的首要重点是最大化沉积速率: 在产率曲线的平台期以下操作一个能量,并考虑如果靶材也很重,则使用较重的溅射气体。
- 如果您的首要重点是溅射重元素靶材(例如金、钨): 使用较重的惰性气体,如氪或氙,以改善质量匹配,并获得比使用氩气更高的产率。
- 如果您的首要重点是工艺稳定性和薄膜质量: 避免在曲线的极高能量端操作,以防止离子注入和高能粒子对生长中的薄膜造成潜在损害。
掌握这些变量是实现从简单运行溅射过程到真正设计出所需的薄膜结果的关键。
总结表:
| 因素 | 对溅射产率的影响 |
|---|---|
| 离子能量 | 随能量增加而增加,直到达到平台期,然后因注入而降低。 |
| 离子质量 | 较重的离子(例如,Xe 对比 Ar)会提高产率,特别是对于重靶材。 |
| 靶材结合能 | 较高的结合能会降低溅射产率。 |
| 入射角 | 斜角(例如 45-70°)通常比垂直(90°)撞击能提高产率。 |
准备好优化您的溅射工艺了吗?
了解溅射产率是实现更快沉积速率、更高纯度薄膜和更好工艺控制的第一步。KINTEK 的专家致力于提供合适的实验室设备和耗材,帮助您掌握这些变量。
无论您是处理金等重元素,还是需要稳定、高质量的薄膜,我们都有满足您实验室特定需求的解决方案。
立即联系我们,讨论我们如何帮助您设计出所需的薄膜效果!
图解指南