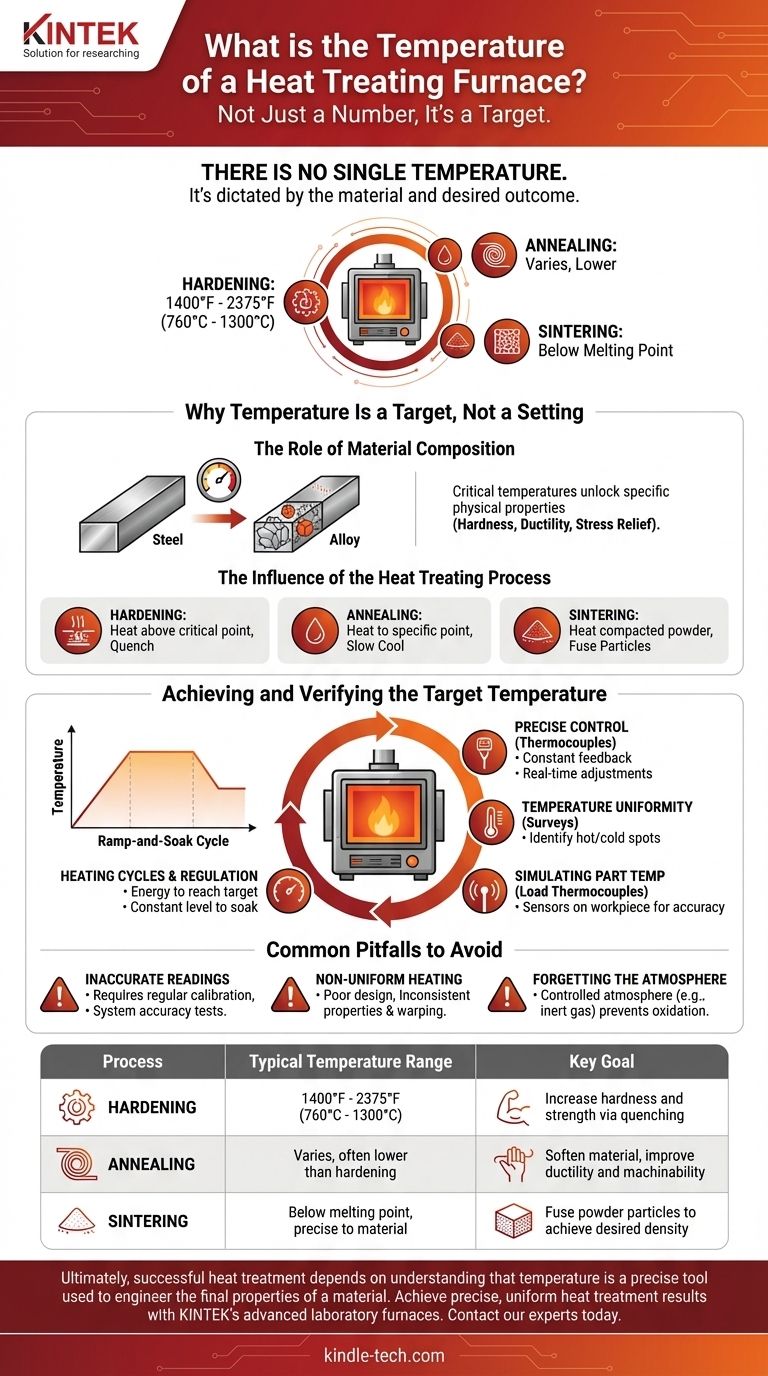
热处理炉没有单一的温度;正确的温度完全取决于材料和所需的结果。对于常见的钢材,硬化工艺所需的温度范围可能从 1400°F (760°C) 到高达 2375°F (1300°C)。必须精确控制温度,以实现工艺所需的特定金相转变,无论是硬化、退火还是烧结。
热处理炉的温度不是一个静态数字,而是一个动态过程中的高度受控变量。关键问题不是“温度是多少”,而是“我的特定材料需要什么温度才能达到所需的性能?”
为什么温度是一个目标,而不是一个设定值
炉内的温度是用来有意改变材料微观结构的初级工具。不同的温度会释放出不同的物理性能,例如硬度、延展性或内部应力消除。
材料成分的作用
每种金属合金都有其内部晶体结构发生转变的关键温度。对于钢材而言,这涉及到将铁的晶相转变为奥氏体,从而允许碳在快速冷却(淬火)时被锁定到位之前溶解。
这种转变的确切温度取决于钢材的具体成分。
热处理工艺的影响
处理目标决定了所需的温度曲线。
- 硬化要求将材料加热到其临界转变点以上,然后进行淬火。
- 退火涉及加热到特定温度,然后非常缓慢地冷却,以软化材料并提高其可加工性。
- 烧结将压实的粉末加热到足以熔合颗粒但低于材料熔点的温度,以达到所需的密度。
这些工艺中的每一种都使用不同的温度目标来产生独特的结果。

实现和验证目标温度
设定温度很简单,但确保整个工件均匀地达到并保持该温度是一个复杂的工程挑战。这需要一个复杂的控制和验证系统。
加热循环和调节
炉子需要大量的能量才能达到其目标温度。到达后,热量输入会减少到一个恒定水平,以在指定时间内在该温度下“保温”材料。
这种升温-保温循环是确保整个部件完全加热的基础。
精确控制的重要性
炉子使用热电偶作为传感器,向控制系统提供恒定的温度反馈。这种反馈回路允许系统对加热元件进行实时调整,确保温度保持稳定和准确。
温度均匀性是关键
控制器上显示的温度不一定是炉内各处的温度。会进行温度均匀性测量,以确定工作容积内最热和最冷点。
不均匀的加热可能导致部件变形、开裂或其结构各处性能不可靠。
模拟零件温度
炉内的空气温度可能与待处理材料的实际温度不同。因此,通常会将负载热电偶放置在工件上或内部,以提供关于零件热状态的最准确读数。
应避免的常见陷阱
达到正确的温度至关重要,但有几个因素可能会损害过程,导致零件报废和资源浪费。
不准确的温度读数
炉子的准确性仅取决于其传感器。定期的系统准确性测试和热电偶校准至关重要。依赖未经验证的读数可能导致材料在错误的温度下处理,从而完全使过程失效。
非均匀加热
不良的炉子设计或不正确的零件放置可能导致显著的温度变化。这是成品部件硬度不一致、内部应力和尺寸变形的主要原因。
忘记气氛控制
温度只是等式的一部分。许多工艺需要受控气氛(例如惰性气体)来防止材料表面在高温下氧化和结垢。
为您的目标做出正确的选择
正确的温度始终是您的材料和您的目标的函数。
- 如果您的主要重点是碳钢的硬化: 您的目标温度将高于材料的临界转变点,通常在 1400°F 至 1600°F 范围内,以便为淬火做准备。
- 如果您的主要重点是退火或消除应力: 您将使用精确控制的温度,通常低于硬化温度,以软化材料并提高延展性,而不会从根本上改变其相态。
- 如果您的主要重点是金属粉末的烧结: 温度必须足够高以熔合颗粒,但低于熔点,此时精度对于实现所需的最终密度至关重要。
最终,成功的热处理取决于理解温度是用于设计材料最终性能的精确工具。
摘要表:
| 工艺 | 典型温度范围 | 主要目标 |
|---|---|---|
| 硬化 | 1400°F - 2375°F (760°C - 1300°C) | 通过淬火提高硬度和强度 |
| 退火 | 不同,通常低于硬化温度 | 软化材料,提高延展性和可加工性 |
| 烧结 | 低于熔点,材料精确控制 | 熔合粉末颗粒以达到所需的密度 |
使用 KINTEK 的先进实验室炉实现精确、均匀的热处理结果。 无论您是硬化钢材、退火金属还是烧结粉末,我们的设备都能提供您的工艺所需的精确温度控制和均匀性。不要让材料的性能听天由命——立即联系我们的专家,讨论我们的实验室设备如何增强您的热处理效果,并确保您的实验室获得一致的高质量结果。
图解指南