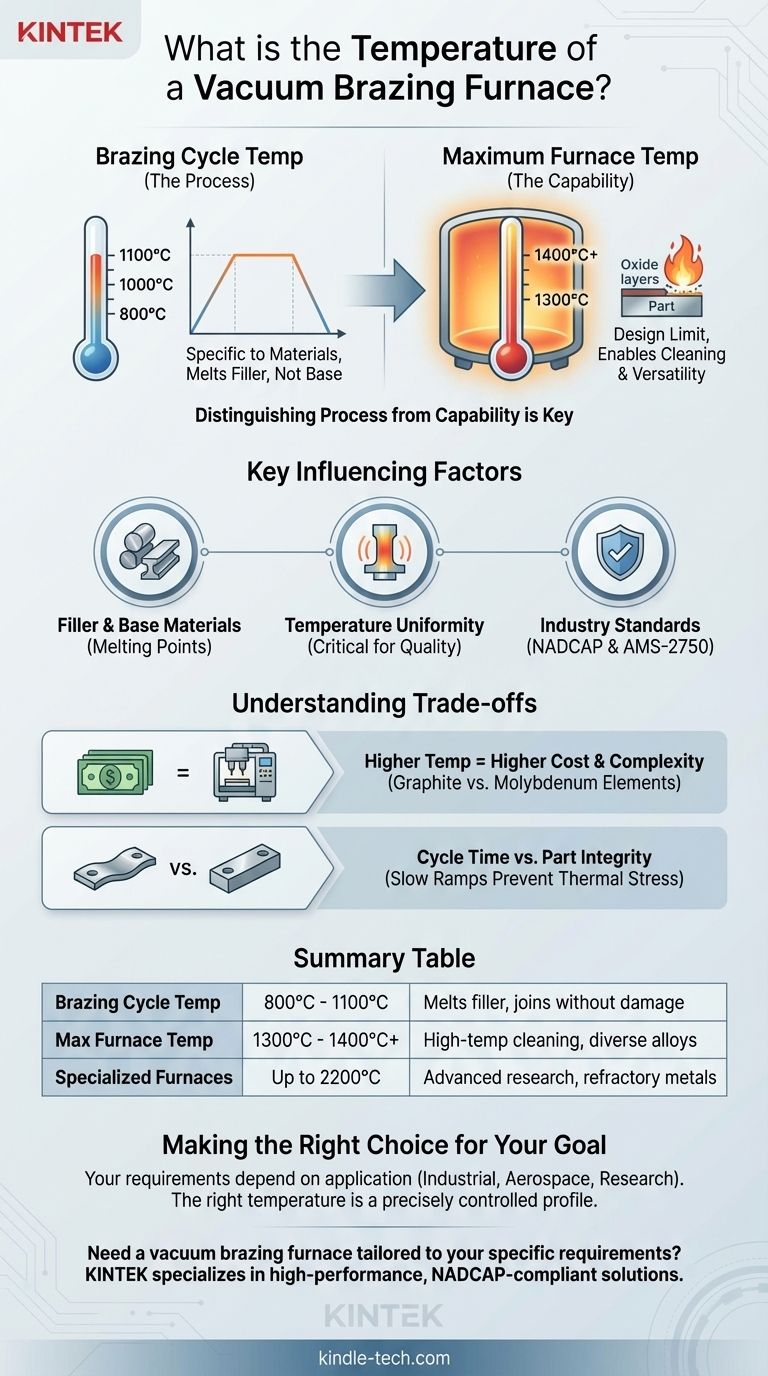
真空钎焊炉的温度并非单一数值,而是由两个关键指标定义:特定的钎焊循环温度和炉子的最高运行温度。典型的钎焊循环可能在800°C至1100°C之间运行,而炉子本身必须具有通常超过1300°C至1400°C的最大能力,以处理各种合金并执行必要的¹高温清洁循环。
了解真空钎焊炉的温度需要将特定工艺所需的温度与设备的整体能力区分开来。工艺温度由待连接的材料决定,而炉子的最高温度则决定了其多功能性和确保零件清洁度的能力。
区分工艺温度与炉子能力
最常见的混淆点是未能区分零件钎焊时的温度和炉子能达到的最高温度。它们服务于不同的目的。
钎焊循环温度(工艺)
钎焊操作中实际使用的温度由填充金属合金和待连接的母材决定。
一个典型的循环并非单一设定点。它涉及一个精心控制的加热、保温(浸泡)和冷却程序。例如,一个程序可能包括加热到800°C以稳定零件,然后缓慢升温到最终钎焊温度1100°C并保持。
选择这个最终温度是为了使其高于钎焊填充金属的液相线(完全熔点),但要安全地低于母材的熔点。
最高炉温(能力)
这是炉子本身的设计规范,指示热区能安全达到的最高温度。
典型的工业真空钎焊炉的最高运行温度约为1300°C至1400°C(高达2650°F)。这种余量至关重要。
高温在清洁中的作用
真空钎焊的关键优势之一是它可以在不使用助焊剂的情况下进行。炉子在足够高的温度下运行,导致零件表面上的金属氧化物在真空中分解或“烧掉”。
拥有远高于钎焊点的最高温度,使得炉子能够运行高温“清理循环”,以确保零件和炉子内部在引入或熔化钎焊填充金属之前异常清洁。

影响温度选择的关键因素
任何给定作业的精确温度曲线都是材料、零件几何形状和所需质量标准的函数。
填充金属和母材
这是最关键的因素。目标是熔化填充金属,使其能够通过毛细作用流入接头,同时不熔化或损坏待连接的零件。不同的合金具有截然不同的熔点。
温度均匀性的重要性
高端炉子因其在整个热区内的温度均匀性而备受推崇。这确保了大型复杂零件或整批较小零件均匀受热。
均匀性差可能导致接头的一个区域钎焊不当,而另一个区域过热,从而导致部件失效。
行业标准(NADCAP 和 AMS-2750)
对于航空航天和国防等关键行业,NADCAP和AMS-2750等标准对温度控制、测量和文档制定了极其严格的要求。
用于这些应用的炉子必须证明其温度的准确性和均匀性,以确保工艺的可重复性和零件的可追溯性。
理解权衡
选择或操作炉子涉及在能力、成本和风险之间取得平衡。
更高温度与成本和复杂性
炉子的最高温度直接影响其成本和复杂性。一个能够达到1400°C的炉子与一个能够达到2200°C的专用石墨炉有显著不同。
更高的温度需要更先进的加热元件(石墨与钼)、更优异的绝缘材料以及更强大的电源和冷却系统,所有这些都会显著增加价格。
循环时间与零件完整性
虽然炉子可能能够快速升温,但过快地升高温度会引入热应力,导致精密零件变形或开裂。
缓慢、受控的加热和冷却循环,如在示例中所示,在一小时内从800°C升温到1100°C,是保护最终组件完整性的有意选择。
为您的目标做出正确选择
您的温度要求完全取决于您的应用。
- 如果您的主要重点是标准工业钎焊:最高运行温度为1300°C的炉子将为常见的铜、银和镍基填充合金提供足够的能力。
- 如果您的主要重点是航空航天或高纯度组件:优先选择符合NADCAP标准、具有经过验证的温度均匀性,并提供约1400°C最高温度的炉子,以实现工艺灵活性和清洁循环。
- 如果您的主要重点是高级研究或连接难熔金属:您将需要一个专业的¹高温炉,可能带有石墨元件,能够达到2000°C或更高。
最终,正确的温度并非单一数字,而是根据您的材料和质量要求精心设计的精确控制曲线。
总结表:
| 温度类型 | 典型范围 | 目的 |
|---|---|---|
| 钎焊循环温度 | 800°C - 1100°C | 熔化填充金属以进行连接,同时不损坏母材 |
| 最高炉温 | 1300°C - 1400°C+ | 实现高温清洁循环并处理多种合金 |
| 高温专用炉 | 高达2200°C | 用于高级研究和难熔金属 |
需要根据您的特定温度和质量要求定制真空钎焊炉吗? KINTEK专注于高性能实验室设备,包括设计用于精确温度控制、均匀性并符合NADCAP等行业标准的真空钎焊炉。无论您身处航空航天、工业制造还是高级研究领域,我们的解决方案都能确保最佳的钎焊效果和工艺可靠性。立即联系我们,讨论我们如何满足您实验室的精确需求!
图解指南