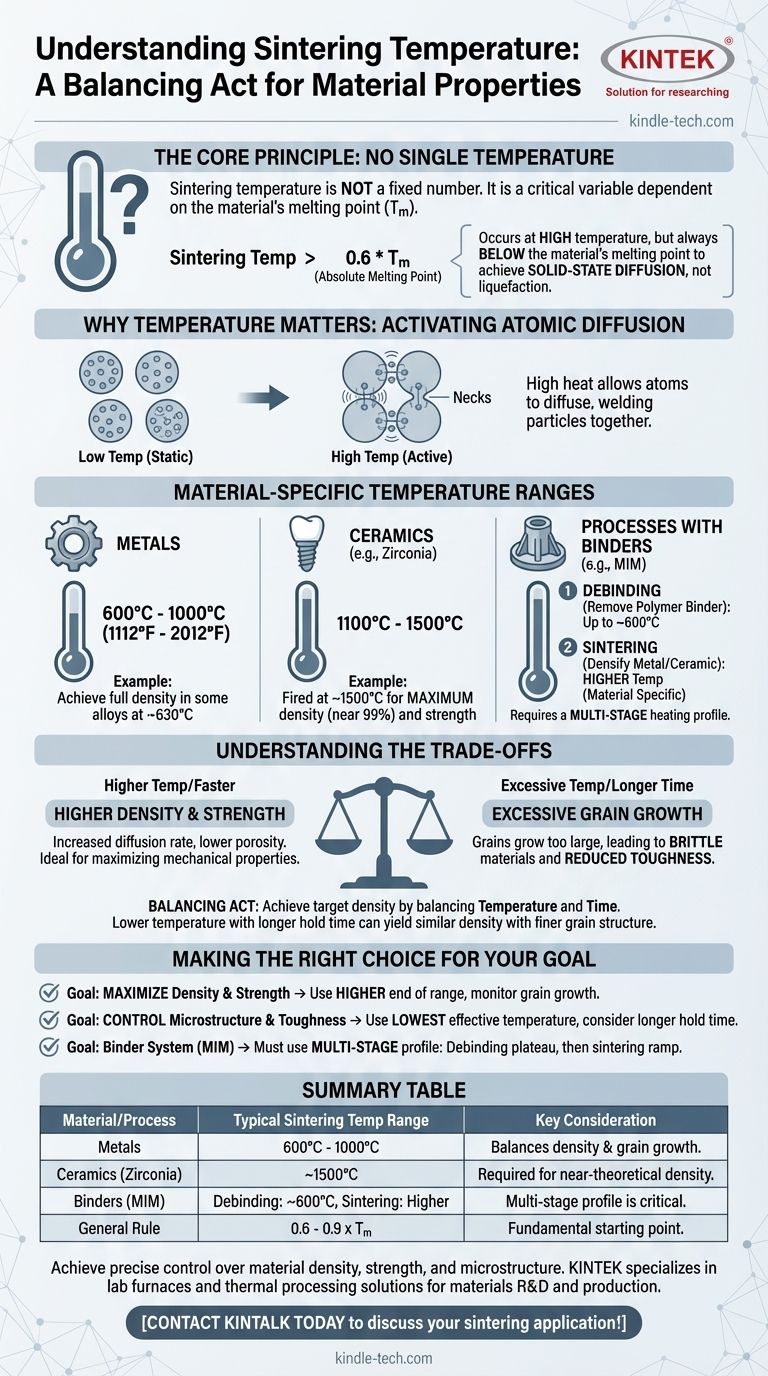
烧结没有单一的温度;正确的温度完全取决于所加工的特定材料。一般而言,烧结发生在高温下,通常高于材料绝对熔点(Tm)的0.6倍。这提供了必要的能量,使原子能够将粉末颗粒熔合在一起,而不会熔化主体材料。
要理解的核心原则是,烧结温度不是一个固定的数值,而是一个关键的过程变量。它是根据材料的熔点精心选择的,目的是激活原子扩散,将粉末固结成固体,同时精确控制其最终密度和微观结构。
基本原理:为什么温度很重要
烧结是一个热过程,它赋予粉末材料强度和结构。温度是控制结果的最重要的一个控制杆。
激活原子扩散
固体中的原子不是静止的。温度是它们振动的量度,在高温下,原子可以移动或“扩散”。烧结利用了这一现象。高温使粉末颗粒接触点处的原子能够跨越边界移动,有效地将颗粒焊接到一起,减少总体表面积。
“经验法则”:低于熔点
烧结总是发生在材料熔点以下。目标是固态扩散,而不是液化。0.6 * Tm的指导方针是一个起点,大多数工业过程的温度在熔点的0.6到0.9倍之间运行,以平衡速度和控制。
从天然矿石到先进陶瓷
这个过程在自然界和工业中都是基础性的。在地质学上,这就是矿床经过数千年被压实成致密矿石的方式。在制造中,它是从金属、陶瓷和某些塑料制造零件的关键步骤。

常见材料的烧结温度
所需温度因材料类别而异,突显了材料特定知识的重要性。
金属
许多金属在600°C至1000°C(1112°F至2012°F)的范围内烧结。然而,选择确切的温度是为了达到特定的结果。对于某些应用,630°C的温度足以使特定金属合金达到完全密度。
陶瓷(氧化锆示例)
陶瓷需要明显更高的温度。氧化锆是一种常见的牙科和工业陶瓷,在1100°C至1200°C左右发生关键的晶相转变。然而,为了达到最大密度(接近99%)和强度,炉子会以高得多的温度对其进行烧制,通常接近1500°C。
带粘合剂的工艺
在金属注射成型(MIM)等工艺中,金属粉末与聚合物粘合剂混合。在烧结开始之前,必须去除这种粘合剂。这个“脱脂”步骤是一个单独的加热过程,通常在600°C完成,之后温度会进一步升高以进行金属颗粒的实际烧结。
理解权衡
选择烧结温度是在实现所需性能和避免潜在缺陷之间进行权衡。
更高的温度带来更高的密度
通常,较高的烧结温度会增加原子扩散的速度。这导致更快速、更完全的固结,最终得到的部件具有更高的密度、更低的孔隙率和更高的机械强度。以1500°C烧制以达到99%密度的氧化锆示例完美地说明了这一原理。
晶粒过度生长的风险
温度或时间过高的主要缺点是晶粒生长。当颗粒熔合时,晶体结构(晶粒)会变大。虽然一些生长是必要的,但过大的晶粒会使材料变脆并降低其韧性。控制晶粒尺寸通常与最大化密度同样重要。
平衡时间和温度
烧结结果是温度和时间的函数。有时可以通过在较低温度下烧结更长时间来实现相似的密度。当最终部件性能的关键要求是细晶粒结构时,通常会采用这种方法。
为您的目标做出正确的选择
最佳烧结温度由部件的最终目标决定。请将这些原则作为您的指南。
- 如果您的主要重点是最大化密度和强度:使用材料既定烧结范围的较高温度,但要注意晶粒生长成为问题的回报递减点。
- 如果您的主要重点是控制微观结构和韧性:选择仍能达到目标密度的最低有效温度,可能需要通过更长的保持时间来弥补。
- 如果您正在处理包含粘合剂的系统:您的加热曲线必须是多阶段的,需要一个较低的温度平台来安全地烧除粘合剂,然后才能提高到材料的烧结温度。
理解这些关系将烧结从一个简单的加热步骤转变为一个强大的工具,用于精确地设计材料性能。
摘要表:
| 材料/工艺 | 典型烧结温度范围 | 关键考虑因素 |
|---|---|---|
| 金属 | 600°C - 1000°C (1112°F - 2012°F) | 平衡密度和晶粒生长。 |
| 陶瓷(例如氧化锆) | ~1500°C | 实现接近理论密度(>99%)所需。 |
| 带粘合剂的工艺(例如MIM) | 脱脂:高达~600°C;烧结:更高 | 多阶段曲线至关重要。 |
| 一般规则 | 0.6 - 0.9 x 绝对熔点 (Tm) | 所有材料的基本起点。 |
精确控制材料的密度、强度和微观结构。正确的烧结炉和热处理曲线对您的成功至关重要。KINTEK 专注于材料研发和生产的实验室炉和热处理解决方案。让我们的专家帮助您选择完美的设备,以满足您的特定材料目标。
立即联系KINTALK讨论您的烧结应用!
图解指南