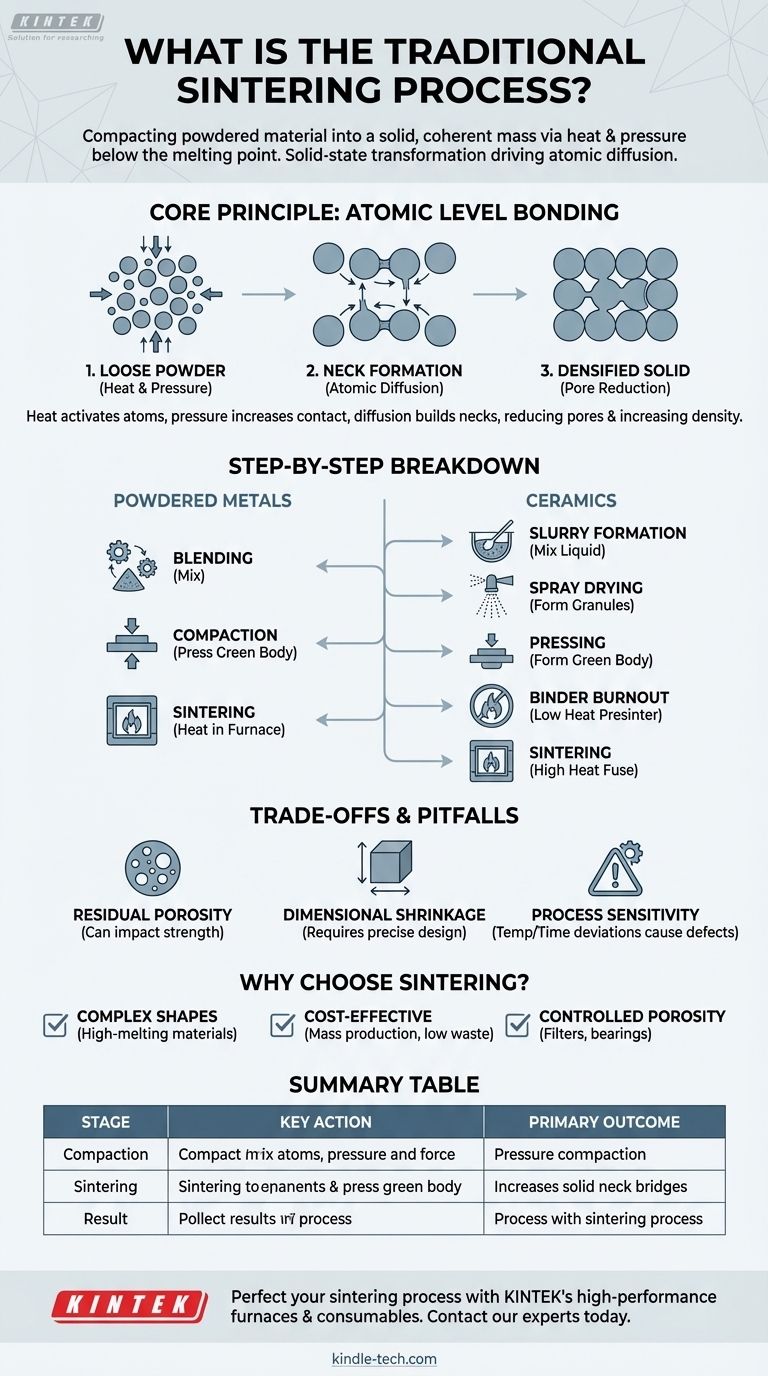
传统烧结工艺是一种热处理方法,用于将粉末材料压实成固体、连贯的块体,而无需熔化它。通过在低于材料熔点的温度下施加热量并通常施加压力,该过程促使单个颗粒在原子层面结合在一起,从而减少孔隙率并显着提高部件的密度和强度。
烧结本质上是一种固态转变。它不依赖于熔化和铸造,而是利用热能驱动原子扩散,在颗粒之间形成牢固的冶金结合,从而由松散的粉末形成致密且功能性的部件。
核心原理:烧结如何在原子层面起作用
要理解烧结,您必须超越熔炉,关注单个颗粒之间的相互作用。该过程是材料科学中一项精心控制的实践。
无熔化的加热
关键在于施加足够高的温度,使材料内的原子变得具有移动性,但又不能高到使材料失去其固态晶体结构。这种“活化”状态对于键合过程的发生至关重要。
压力的作用
在许多烧结方法中,在初始压实阶段会施加压力。这个称为压制(pressing)的步骤通过迫使粉末颗粒紧密接触来形成“生坯体”(green body),从而最大化可以发生键合的表面积。
原子扩散与颈的形成
在烧结温度下,相邻颗粒中的原子会迁移通过接触点。这种原子扩散会在颗粒之间形成微小的桥梁,即“颈”(necks)。随着过程的继续,这些颈会变得更宽、更强。
致密化与孔隙减少
随着颈的生长,它们将颗粒中心拉得更近。这种作用系统地消除了颗粒之间的空隙,即孔隙(pores)。结果是部件的相对密度显着增加,孔隙率相应降低。

工艺分步详解
虽然核心原理保持不变,但确切的步骤因材料而异。最常见的两种途径是针对金属和陶瓷。
对于粉末金属
金属的工艺通常很简单,包括三个主要阶段:
- 混合(Blending): 将基础金属粉末与合金元素或添加剂混合,以达到所需的化学成分和性能。
- 压实(Compaction): 将混合后的粉末在高压下压入模具中,形成部件的净形,称为生坯体。
- 烧结(Sintering): 将生坯体在受控气氛的炉中加热到烧结温度,使原子键合和致密化发生。
对于陶瓷
陶瓷工艺通常从更细的粉末开始,并需要额外的步骤来制备材料:
- 浆料形成(Slurry Formation): 将未烧制的陶瓷粉末与水、粘合剂和其他助剂混合,形成均匀的液体浆料。
- 喷雾干燥(Spray Drying): 将浆料喷雾干燥,形成均匀、易于流动的颗粒。
- 压制(Pressing): 将干燥的粉末压入模具中形成生坯体。
- 粘合剂烧除(Binder Burnout)(预烧结): 在低温下加热部件,缓慢烧除粘合剂,同时不损坏脆弱的结构。
- 烧结(Sintering): 将部件加热到更高的温度,使陶瓷颗粒熔合在一起并达到最终密度。
理解权衡与常见陷阱
烧结是一项强大的技术,但并非没有挑战。真正的专业知识在于理解其局限性并管理关键变量。
残余孔隙率
在传统烧结中,达到 100% 理论密度是罕见的。几乎总会留下一些残余的孔隙率,这可能会影响最终的机械性能,例如抗拉强度和抗疲劳性。
尺寸收缩
随着部件的致密化,它会收缩。这种收缩是相当大的,必须在压实工具的初始设计中精确计算和补偿,以确保最终部件满足尺寸公差。
工艺敏感性
烧结部件的最终性能对工艺变量高度敏感。温度、时间和炉气氛的微小偏差可能导致缺陷,例如欠烧结(粘合不完全)、过烧结(晶粒生长导致部件变弱)或由于气体滞留引起的起泡。
为您的目标做出正确的选择
选择正确的制造工艺完全取决于您的目标。在其他方法力所不及的特定情况下,烧结表现出色。
- 如果您的主要重点是具有高熔点材料的复杂形状: 烧结是理想的选择,因为您可以在室温下形成复杂的形状,然后再加热,从而避免了铸造钨或钼等难熔金属的挑战。
- 如果您的主要重点是成本效益的大规模生产: 与减材加工相比,该工艺对于制造数百万个相同的部件(如齿轮和衬套)具有高度自动化和可重复性,且材料浪费最少。
- 如果您的主要重点是制造具有受控孔隙率的材料: 烧结是少数几种允许您有意设计孔隙率的方法之一,这对于自润滑轴承、过滤器和某些生物医学植入物等产品至关重要。
最终,传统烧结为将简单粉末转化为坚固、高性能部件提供了一条精确而多功能途径。
摘要表:
| 工艺阶段 | 关键操作 | 主要结果 |
|---|---|---|
| 压实 | 粉末被压制成“生坯体” | 形成部件的初始形状 |
| 烧结 | 在熔点以下施加热量 | 原子扩散形成牢固的键 |
| 结果 | 致密化和孔隙减少 | 强度和密度增加 |
准备完善您的烧结工艺? KINTEK 专注于高性能实验室炉和耗材,这些是粉末冶金和陶瓷制造中精确温度控制和一致结果所必需的。我们的专业知识确保您的材料达到最佳密度和强度。立即联系我们的专家,讨论我们如何支持您实验室的烧结需求。
图解指南