感应炉的工作频率并非单一值,而是根据炉子的尺寸、应用和待熔化材料的不同而分为不同的范围。虽然较旧和非常大的炉子以市电频率(50/60 Hz)运行,但绝大多数现代工业炉运行在中频范围,通常为 150 Hz 至 10,000 Hz(10 kHz),而专门的小型设备则使用更高的频率。
操作频率的选择是一个关键的设计决策,它直接决定了炉子的效率、熔化速度以及熔融金属中的冶金搅拌程度。较低的频率穿透更深,搅拌更剧烈,适用于大型熔炼,而较高的频率更适合小型、精确的应用。
频率在感应加热中的关键作用
要了解感应炉,您必须了解频率与加热性能之间的关系。炉子铜线圈中的交流电会产生强大、波动的磁场。该磁场在金属炉料内部直接感应出强大的电流,即涡流,通过电阻产生巨大的热量。
“趋肤效应”和穿透深度
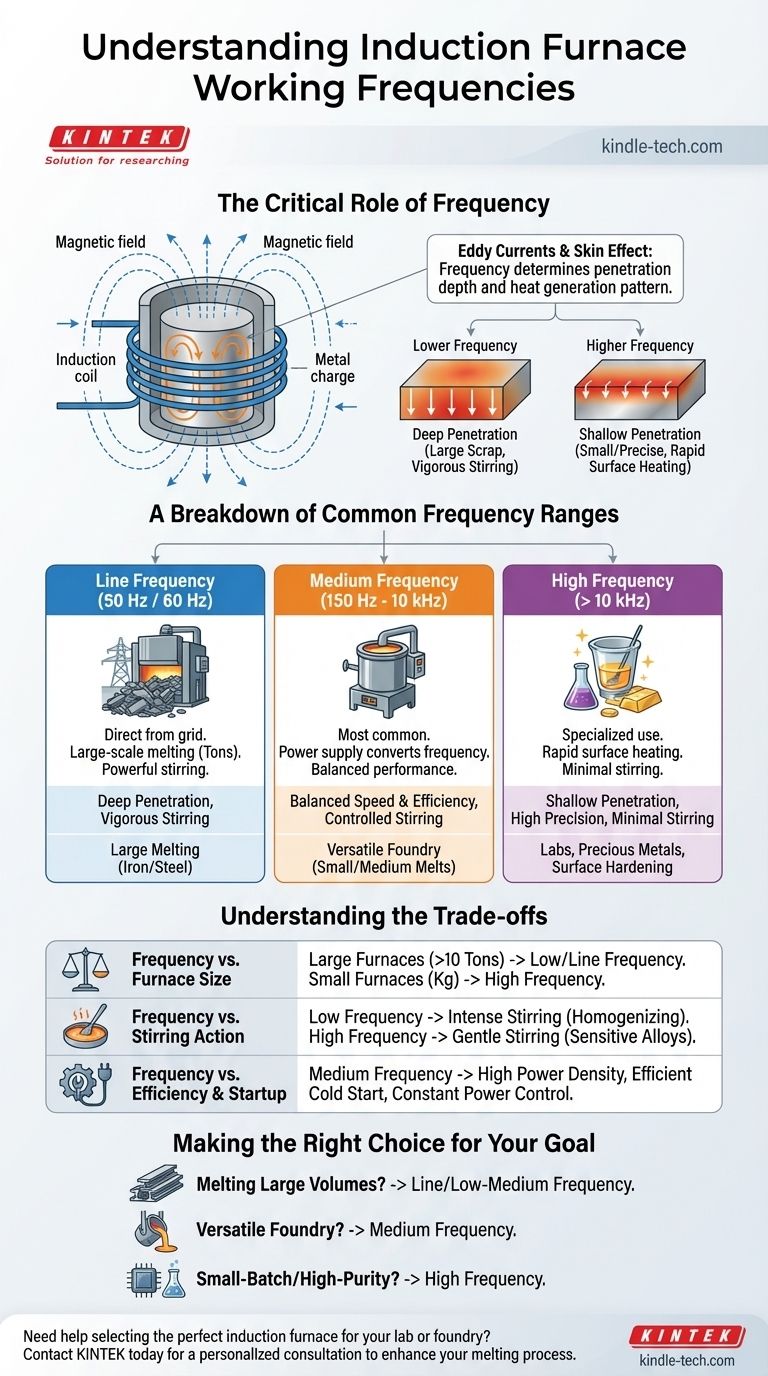
频率决定了这些涡流穿透金属的深度——这种现象被称为趋肤效应。
较低的频率会导致更深的穿透深度。这使得磁场能够从核心向外“抓住”并加热更大的废金属块,使其适用于大容量炉。
较高的频率会导致非常浅的穿透深度。加热集中在材料表面附近,这使得小块或粉末能够极快地加热。

常见频率范围的细分
感应炉通常分为三个主要的频率波段,每个波段都适用于不同的任务。
市电频率(50 Hz / 60 Hz)
这些是最初的感应炉,直接从电网市电频率运行。它们通常非常大,用于熔化数吨铁或保温熔融金属。深层能量穿透非常适合大直径废料,强大的磁场在熔池中产生非常强烈的湍流搅拌作用。
中频(150 Hz 至 10 kHz)
这是现代铸造厂最常见和最通用的范围。如技术描述中所述,这些设备使用中频电源将市电频率转换为更优化的范围。这为中小型炉提供了熔化速度、能源效率和受控搅拌的绝佳平衡。
高频(高于 10 kHz)
高频炉用于特殊应用。这包括用于开发新合金的实验室炉、熔化少量贵金属,或像表面硬化这样的工业过程,其中只需要加热金属部件的外部“表皮”。搅拌作用最小,这对于关注气体夹杂的应用来说是理想的。
了解权衡
选择频率涉及平衡几个相互关联的因素。没有单一的“最佳”频率;只有适合工作的正确频率。
频率与炉子尺寸
这里存在直接关联。非常大的炉子(超过 10 吨)几乎总是使用低频或市电频率来有效加热大量的金属。小型台式炉(几公斤)需要高频才能有效地与小炉料耦合。
频率与搅拌作用
这是一个关键的冶金考虑因素。低频炉的强烈搅拌非常适合合金均质化和熔化否则可能漂浮的细小金属屑。然而,这种湍流也会增加氧化并损坏耐火材料。高频炉更温和的搅拌更适合敏感合金。
频率与效率和启动
现代中频系统具有显著优势。它们具有更高的功率密度,从而缩短了熔化时间。正如参考文献所指出的,它们复杂的控制系统,包括自动频率扫描和恒功率电路,使它们能够高效地从冷炉料开始,并在整个熔化周期中保持高效率,这与需要熔融“炉底”才能启动的旧式市电频率设备不同。
为您的目标做出正确选择
您的应用的主要目标将决定理想的频率范围。
- 如果您的主要重点是熔化大量废铁和废钢:市电频率或低端中频炉是最高效的选择,因为它具有深层穿透和强大的搅拌能力。
- 如果您的主要重点是操作多功能、通用铸造厂:中频炉为各种金属和熔化尺寸提供了熔化速度、效率和操作灵活性的最佳组合。
- 如果您的主要重点是小批量、高纯度金属或实验室工作:高频炉提供了这些专业任务所需的快速加热和精确控制。
归根结底,工作频率是定义感应炉如何执行其任务的核心参数。
总结表:
| 频率范围 | 主要应用 | 主要特点 |
|---|---|---|
| 市电频率 (50/60 Hz) | 铁/钢的大规模熔化(吨级) | 深层穿透,强力搅拌,非常适合大型废料 |
| 中频 (150 Hz - 10 kHz) | 多功能铸造工作(最常见) | 速度、效率和控制的平衡,适用于中小型熔化 |
| 高频 (>10 kHz) | 实验室,贵金属,表面硬化 | 快速表面加热,搅拌最小,高精度 |
需要帮助为您的实验室或铸造厂选择完美的感应炉吗?
工作频率只是实现最佳熔化性能的一个关键因素。在 KINTEK,我们专注于提供实验室设备和耗材,包括根据您的特定材料、批量大小和冶金目标量身定制的感应炉。
我们的专家可以帮助您权衡频率、效率和搅拌作用之间的利弊,确保您获得能够满足您需求的系统。
立即联系 KINTEK 进行个性化咨询,了解我们的解决方案如何增强您的熔化过程,提高您的生产力,并确保您的实验室或生产需求获得最高质量的结果。
图解指南