要成功钎焊铝,工艺温度不是一个单一的数值,而是一个需要仔细控制的窗口。温度必须足够高以熔化填充合金,但又足够低以保持基础铝的固态。通常,基础铝合金的固相线温度必须高于 600°C (1112°F) 才被认为是可钎焊的。
铝钎焊的核心挑战是维持一个略高于填充材料熔点的温度,同时又安全地低于您要连接的铝制部件的熔点。这个关键的温度窗口是实现牢固、成功连接的关键。
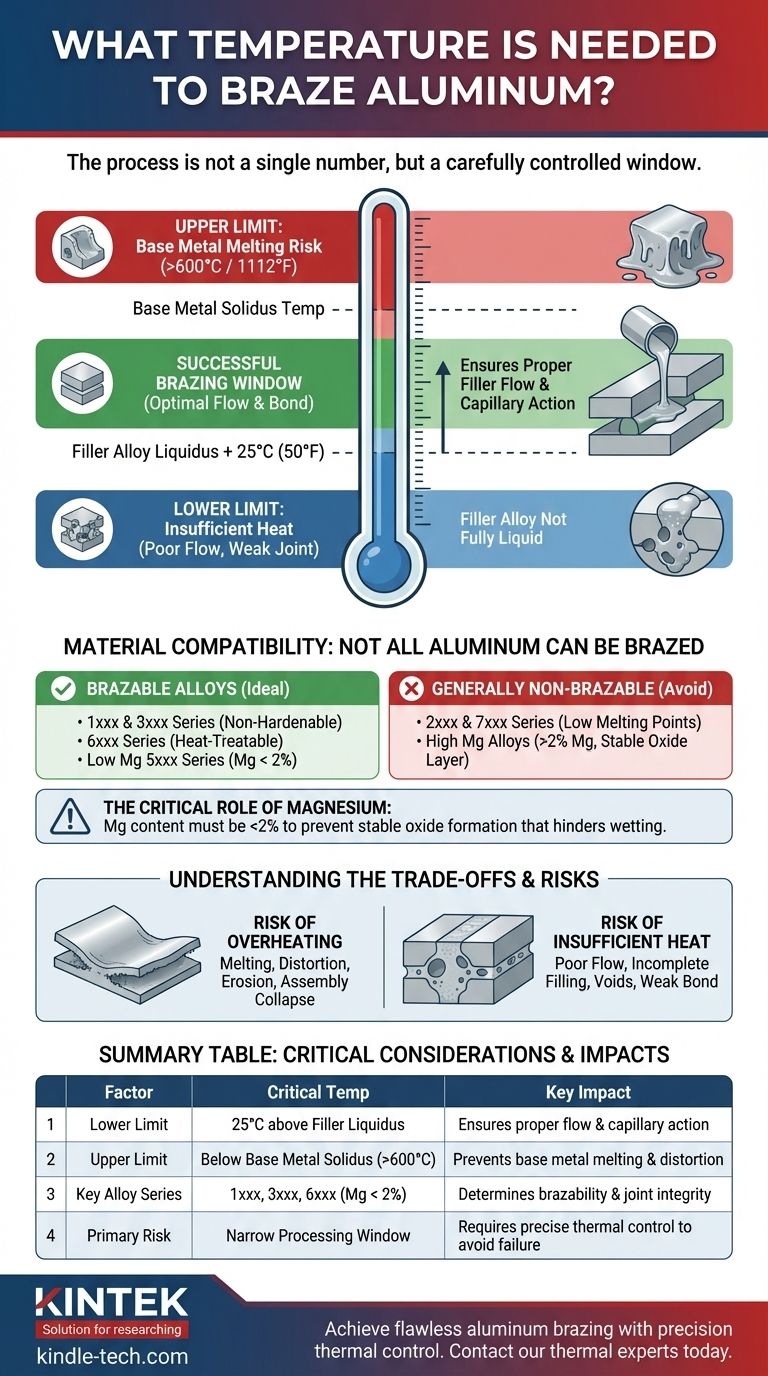
核心原则:钎焊温度窗口
成功的钎焊发生在特定的热范围内。了解由您的材料决定的该窗口的上下限对于工艺控制至关重要。
下限:熔化填充合金
该过程的最低温度由填充金属(也称为钎料)决定。
您必须将组件加热到至少比该填充合金的液相线温度高出 25°C (50°F)。液相线温度是合金完全液化并通过毛细作用力流入接头的温度。
上限:保护母材
允许的最高温度由待连接的铝部件决定。
基础铝的固相线温度——即它开始熔化的点——必须高于钎焊温度。这确保了部件的结构完整性在整个过程中得以保持。

材料兼容性:并非所有铝都可以钎焊
母材的具体合金是确定是否可以进行钎焊的最重要因素。关键在于足够高的熔点和受控的镁含量。
可钎焊的铝合金
固相线温度安全高于填充料液相线点的合金是理想的选择。
这包括大多数不可热强化的 1xxx 和 3xxx 系列合金,以及可热处理的 6xxx 系列合金。一些 5xxx 系列合金也适用,但前提是它们的镁含量较低。
通常不可钎焊的合金
许多常见的高强度合金的熔点对于常规钎焊方法来说太低了。
这包括大多数 2xxx 和 7xxx 系列合金。它们的固相线温度通常低于标准铝填充金属的液相线温度,从而形成一个无法实现的加工窗口。
镁的关键作用
必须仔细控制镁含量,理想情况下应低于 2%。
较高含量的镁会在铝表面形成一层非常稳定且牢固的氧化层。这种氧化膜会阻止填充金属润湿表面并流入接头,导致粘合失败。
了解权衡和风险
达到正确的温度是一种平衡行为。偏离理想窗口会带来可能影响整个组件的重大风险。
过热的风险
如果温度过高或保持时间过长,您就有熔化母材的风险。
这可能导致部件变形、接头处侵蚀,甚至组件完全坍塌。误差范围可能非常小。
热量不足的风险
如果温度太低,填充合金将无法完全液化。
这会导致流动性差和接头填充不完全,从而产生空隙和薄弱点。由此产生的粘合将是不可靠的,并且无法达到其设计的强度。
为您的应用做出正确的选择
选择正确的材料和控制您的工艺温度至关重要。您的目标决定了您的材料选择。
- 如果您的主要重点是结构完整性:使用可钎焊、可热处理的合金,如 6xxx 系列,它们允许进行钎焊后强化。
- 如果您的主要重点是通用制造或热交换:使用常见的不可热强化合金,如 1xxx 或 3xxx 系列,它们以优异的可钎焊性而闻名。
- 如果您的主要重点是避免失败:在尝试钎焊之前,务必验证具体的合金牌号并确认其镁含量低于 2%。
最终,成功的铝钎焊取决于在您的特定材料定义的窗口内进行精确的热控制。
总结表:
| 因素 | 关键温度/考虑因素 | 关键影响 |
|---|---|---|
| 下限 | 填充合金液相线温度以上 25°C (50°F) | 确保填充金属正确流动和毛细作用力。 |
| 上限 | 低于基础铝合金固相线温度 (>600°C / 1112°F) | 防止母材熔化和部件变形。 |
| 关键合金系列 | 1xxx, 3xxx, 6xxx (Mg < 2%) | 决定可钎焊性和接头完整性。 |
| 主要风险 | 狭窄的加工窗口 | 需要精确的温度控制以避免失败。 |
通过精确的热控制实现完美的铝钎焊。
驾驭铝钎焊的狭窄温度窗口对于在不损坏组件的情况下创建牢固可靠的接头至关重要。正确的设备可确保成功所需的精确和均匀的加热。
KINTEK 专注于高性能实验室炉和热处理解决方案,专为铝钎焊等苛刻应用而设计。我们的设备可提供您的实验室避免过热或热量不足风险所需的准确性和一致性。
让我们帮助您优化您的钎焊工艺。立即联系我们的热处理专家,讨论您的具体应用要求,并为您的实验室需求发现理想的解决方案。
图解指南