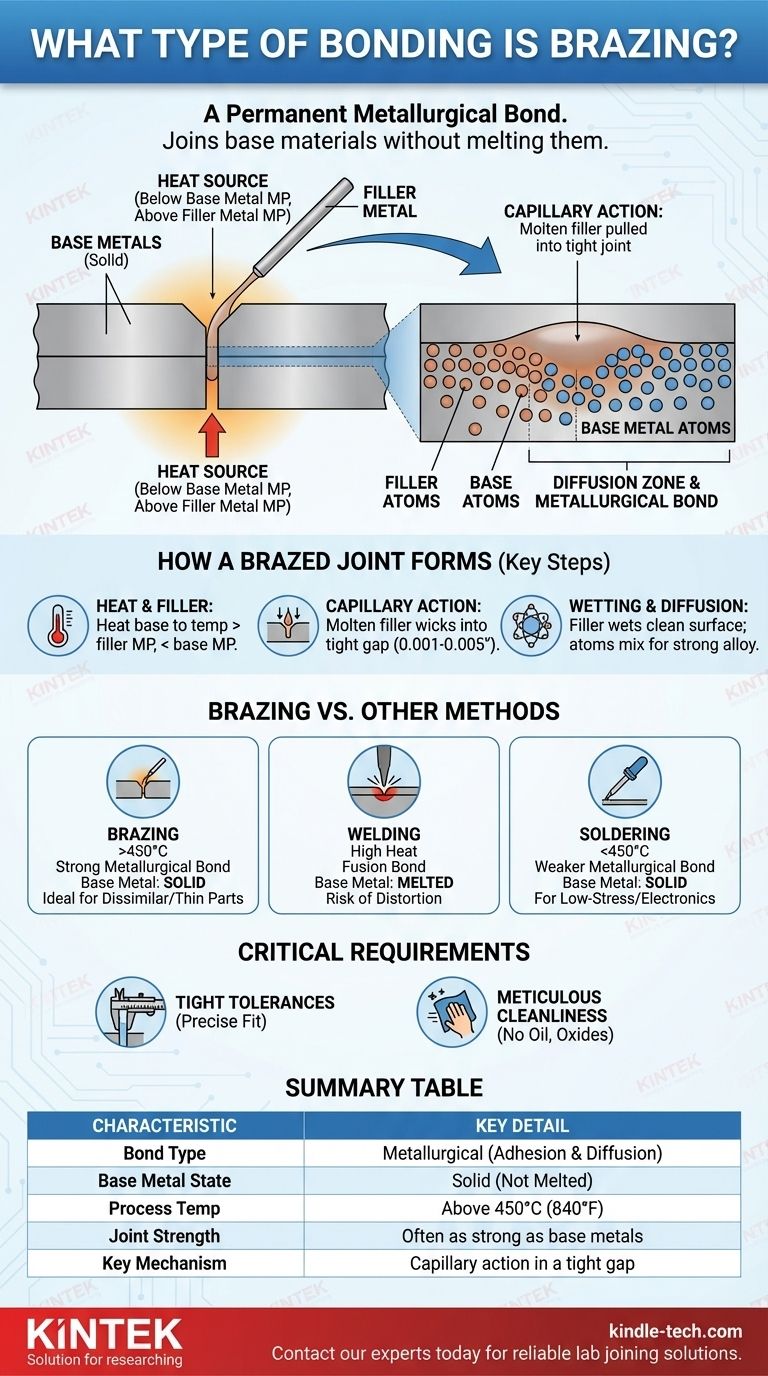
钎焊通过使用熔化并流淌在两个紧密配合的零件之间的填充金属,形成永久性冶金键合。此过程在不熔化母材的情况下连接它们,而是依靠熔融填充金属与固体母材之间的原子级相互作用,形成坚固、连续的连接。
钎焊的核心原理不是熔合,而是附着和扩散。熔融填充金属通过毛细作用被吸入紧密的接头中,在那里它“润湿”母材表面,并在界面处形成一种新的、坚固的合金。
钎焊接头如何形成
钎焊是一种复杂的工艺,它利用特定的物理和化学原理来创建通常与所连接材料一样坚固的接头。了解每个步骤可以揭示它为何是一种如此可靠的连接方法。
热量和填充金属的作用
整个过程始于将母材(要连接的零件)加热到特定的钎焊温度。
至关重要的是,此温度始终低于母材的熔点,但高于所选填充金属的熔点。这种区别是钎焊的决定性特征。
毛细作用:驱动力
一旦母材达到正确温度,填充金属就会被引入接头。它会立即熔化,并通过一种称为毛细作用的力被吸入零件之间的小间隙中。
这与纸巾吸水的物理原理相同。为了使其有效工作,零件之间的间隙,即接头间隙,必须精确控制。
润湿和扩散:冶金键合
当熔融填充金属流入接头时,它必须“润湿”母材表面。润湿是液体与固体表面保持接触的能力。
为确保适当润湿,母材必须完全清洁,这就是为什么通常使用化学助焊剂的原因。助焊剂可去除氧化物并防止在加热过程中形成新的氧化物,从而为键合准备表面。
一旦发生润湿,填充金属和母材的原子就开始在界面处混合。这个过程称为扩散,它形成一个新的、薄的合金层,从而形成坚固、永久的冶金键合。

钎焊与其他连接方法
将钎焊与焊接和锡焊等其他常见方法进行比较时,其独特的键合机制会变得更加清晰。
钎焊与焊接
焊接通过熔化母材和填充金属,将它们直接熔合在一起。这会产生极其坚固的接头,但会产生强烈的热量,可能导致母材变形、翘曲或削弱。
钎焊不熔化母材,保留了其原始的冶金性能,使其成为连接精密或薄壁部件的理想选择。
钎焊与锡焊
锡焊在机械上与钎焊非常相似;两者都使用填充金属和毛细作用,而不熔化母材。
主要区别在于温度。根据定义,钎焊在450°C (840°F) 以上的温度下进行,而锡焊在此阈值以下进行。更高的温度使钎焊能够使用更坚固的填充合金,从而产生比锡焊接头明显更坚固的接头。
了解权衡
虽然功能强大,但钎焊并非适用于所有情况的解决方案。对毛细作用和清洁表面的依赖引入了必须满足的特定要求,才能成功连接。
对严格公差的需求
毛细作用仅在非常小的间隙中有效,通常在 0.001 到 0.005 英寸(0.025 - 0.127 毫米)之间。零件必须经过加工或成型以精确配合,这可能会增加制造的复杂性。
清洁度的关键作用
任何表面污染物——例如油、油脂或氧化物——都会阻止填充金属润湿母材,从而完全阻止键合过程。细致的清洁和适当的助焊是成功钎焊的必要条件。
为您的目标做出正确选择
选择正确的连接方法完全取决于您的应用的材料、接头设计和性能要求。
- 如果您的主要关注点是在不引起变形的情况下连接异种金属或薄部件: 钎焊是理想的选择,因为它具有较低的工艺温度和多功能的冶金键合。
- 如果您的主要关注点是在厚而相似的金属上实现绝对最高的强度: 焊接通常是更好的方法,因为它熔合了母材本身。
- 如果您的主要关注点是连接热敏电子元件或低应力管道: 锡焊在更低、更安全的温度下提供足够的键合。
通过了解钎焊键合的原理,您可以在各种材料和应用中设计出具有卓越强度和可靠性的接头。
总结表:
| 钎焊特性 | 关键细节 |
|---|---|
| 键合类型 | 冶金(附着和扩散) |
| 母材状态 | 固体(未熔化) |
| 工艺温度 | 高于 450°C (840°F) |
| 接头强度 | 通常与母材一样坚固 |
| 关键机制 | 紧密接头间隙中的毛细作用 |
需要为您的实验室设备提供可靠、高强度的连接解决方案吗?
钎焊形成的冶金键合非常适合组装耐用的实验室仪器、样品架和由异种金属制成的定制部件。KINTEK 专注于提供支持钎焊等精密制造工艺的实验室设备和耗材。
立即联系我们的专家,讨论我们的解决方案如何提升您的实验室能力并确保关键接头的完整性。
图解指南