感应熔炉中使用高频率是为了在导电材料中实现精确和浅层的加热。这对于表面硬化等应用是必要的,在这些应用中只需要改变部件的外层,或者为了高效加热非常小或薄的部件。感应线圈中交流电的频率越高,产生的热量就越集中在工件表面附近。
工作频率的选择是感应加热设计中最关键的参数。这是一个直接的权衡:高频率将能量集中在表面附近,以实现快速、局部的加热;而低频率则更深入地渗透,以实现均匀的、大块的加热。理解这一原理是控制冶金结果的关键。
核心原理:频率与集肤效应
要了解何时使用高频率,您必须首先掌握其中基本的物理原理。该决定受一种称为“集肤效应”的现象控制。
什么是集肤效应?
集肤效应是交流电(AC)在导体中分布的趋势,使得电流密度在靠近表面处最大。电流有效地在材料的外部“表皮”中流动。
在感应熔炉中,线圈产生的交变磁场会在工件内部感应出这些电流(称为涡流)。材料对这些电流流动的电阻会产生精确的、非接触式的热量。
频率如何控制加热深度
这个“表皮”的厚度与交流电的频率成反比。
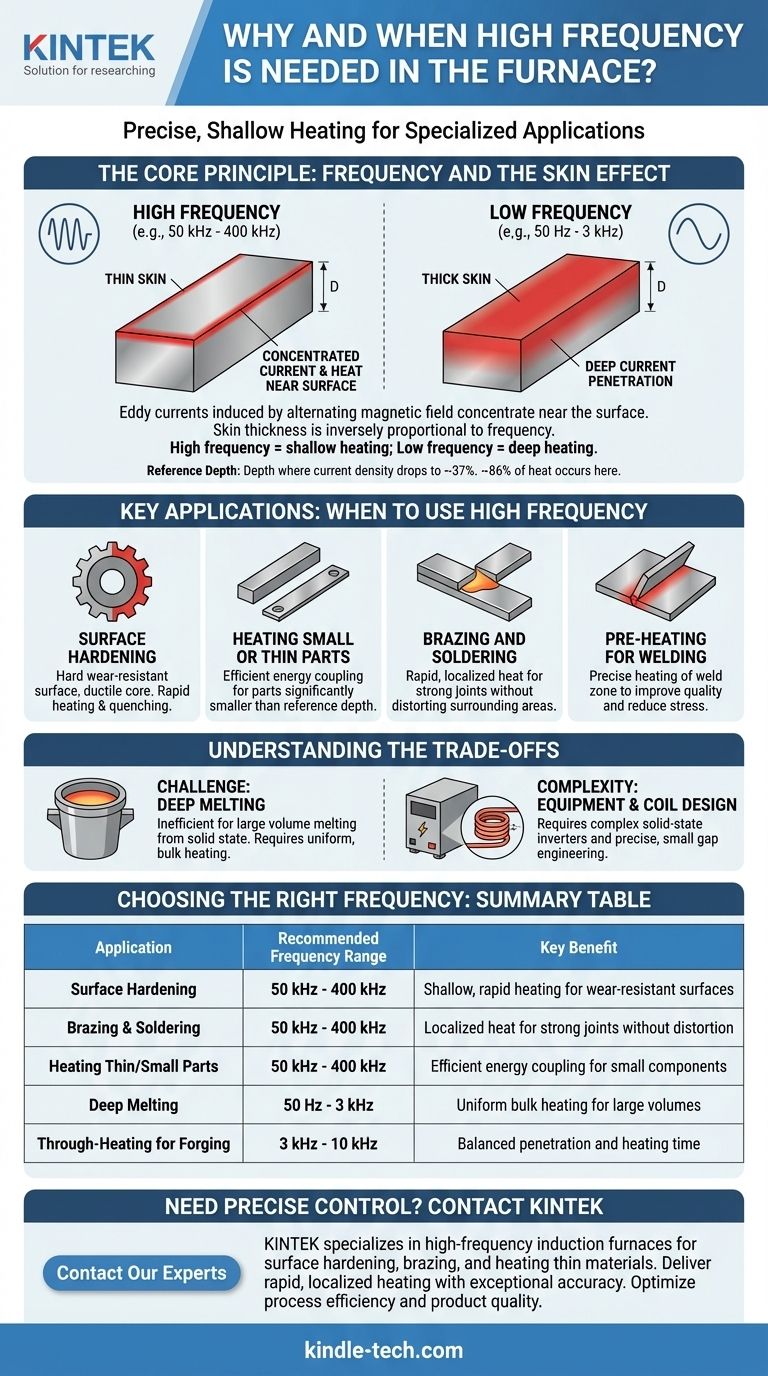
- 高频率(例如 50 kHz 至 400 kHz)产生非常薄的表皮,将电流和产生的热量集中在靠近表面的浅层。
- 低频率(例如 50 Hz 至 3 kHz)产生厚得多的表皮,允许电流和热量深入渗透到材料的核心。
把它想象成在水面上打水漂。快速、高频率的旋转使石头保持在表面。缓慢、低频率的投掷则使其深陷。
参考深度的概念
工程师使用参考深度(或穿透深度)一词来量化这一点。它是感应电流密度下降到其表面值约 37% 的深度。大约 86% 的由感应电流产生的总热量将发生在这个参考深度内。

何时使用高频率:关键应用
高频率的浅层加热特性使其成为几种特定工业过程的理想选择。
表面硬化和热处理
这是最常见的应用。对于齿轮、轴承或轴等部件,您需要一个极其坚硬、耐磨的表面,同时保持一个更柔软、更有韧性的核心来吸收冲击。高频率只将表面加热到所需相变温度,然后快速冷却(淬火),从而实现硬化表层而不会影响核心的性能。
加热小部件或薄部件
在加热小直径棒材或薄板条时,参考深度必须明显小于部件的半径。如果使用低频率,磁场可能会直接穿过部件,电阻很小,导致加热效率非常低。高频率确保能量被小工件有效耦合和吸收。
钎焊和焊接
钎焊和焊接需要快速加热非常特定的接头区域以熔化填充合金。高频率提供了这种强烈、局部的热量,形成牢固的粘合,而不会使周围部件变形或损坏。
焊接预热
同样,预热焊接区域可以提高焊接质量并减少应力。高频率可以对仅需焊接的区域进行快速、精确的预热。
理解高频率的权衡
尽管功能强大,但高频率并非万能的解决方案。它的使用伴随着关键的权衡,使其不适合其他常见的熔炉应用。
深层熔化的挑战
高频率对于将大量金属从固态熔化非常低效。因为它只加热表面,热量传导到大型坩埚的中心需要巨大的时间和能量。这是低频和中频熔炉的领域,它们确保整个金属料批被均匀加热。
设备复杂性和线圈设计
高频率电源通常是固态逆变器,这比用于较低频率的简单工频或电机发电机组更复杂。此外,高频率加热的效率高度依赖于线圈和工件之间的小而精确的间隙,这需要更仔细的工程设计和设置。
为您的工艺选择正确的频率
您的决定必须以您需要实现的特定冶金结果为指导。选择错误的频率将导致效率低下、产品质量差或工艺失败。
- 如果您的主要重点是表面硬化、钎焊或加热薄部件:高频率是提供精确、浅层和快速加热的正确选择。
- 如果您的主要重点是熔化大体积金属:需要低频或中频来实现深电流渗透和高效、均匀的大块加热。
- 如果您的主要重点是对中大型部件进行通透加热以进行锻造:中频率通常在合理的加热时间和均匀的温度分布之间提供最佳平衡。
最终,掌握频率选择是解锁对感应加热过程的精确控制的关键。
摘要表:
| 应用 | 推荐频率范围 | 关键优势 |
|---|---|---|
| 表面硬化 | 50 kHz - 400 kHz | 用于耐磨表面的浅层、快速加热 |
| 钎焊和焊接 | 50 kHz - 400 kHz | 局部加热,形成牢固的接头而不变形 |
| 加热薄/小部件 | 50 kHz - 400 kHz | 对小部件实现高效的能量耦合 |
| 深层熔化 | 50 Hz - 3 kHz | 大体积的均匀大块加热 |
| 锻造通透加热 | 3 kHz - 10 kHz | 加热时间和穿透深度的平衡 |
需要精确控制您的感应加热过程吗? KINTEK 专注于用于表面硬化、钎焊和加热薄材料的高频率感应熔炉和实验室设备。我们的解决方案提供快速、局部的加热,具有卓越的精度——非常适合需要浅层热处理的实验室和工业应用。立即联系我们的专家,讨论我们的高频率技术如何优化您的工艺效率和产品质量!
图解指南