
你看不见的敌人
在材料科学中,失效几乎总是从同一个地方开始:空隙。
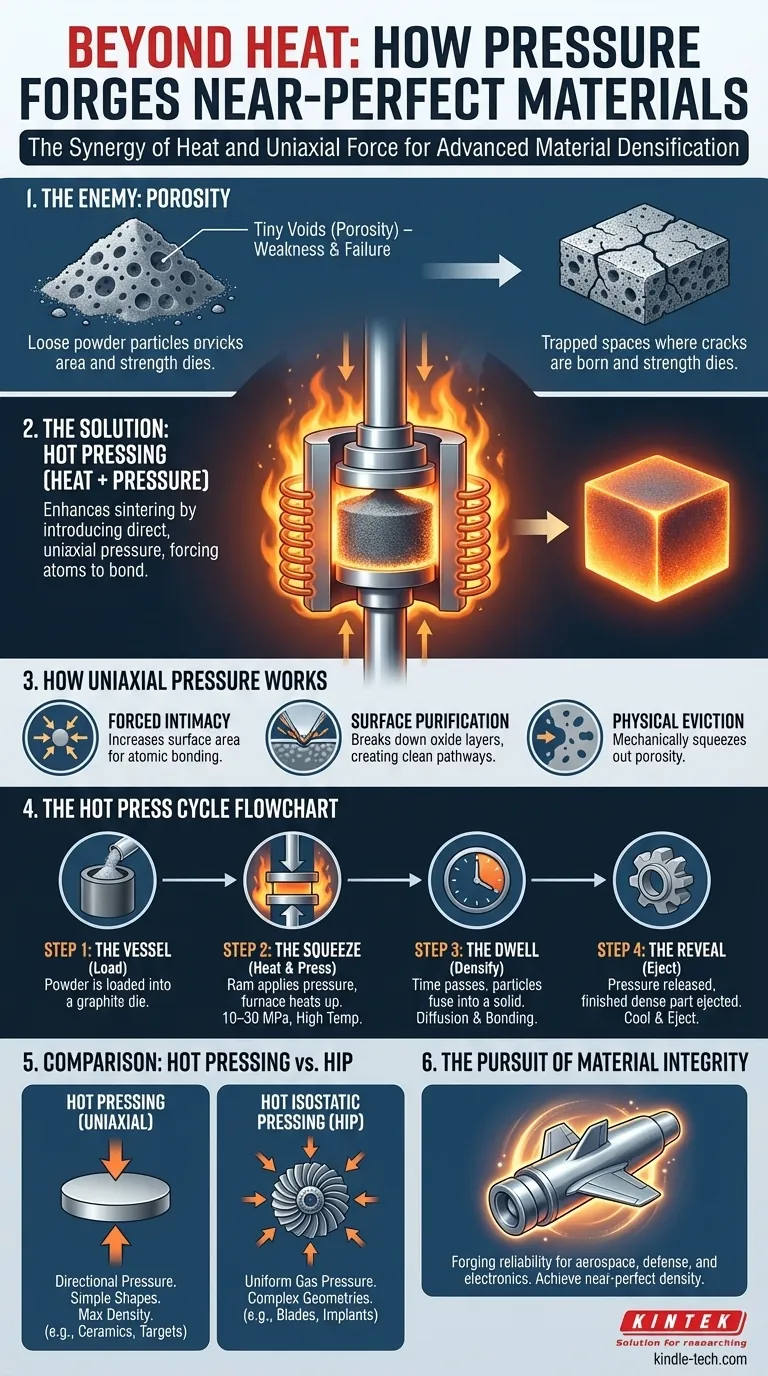
孔隙率——颗粒之间截留的微小空隙——是无形的敌人。它是裂缝的起源,也是机械强度消亡的地方。几十年来,工程师们一直在用热量对抗这种空虚,使用一种称为烧结的工艺,将粉末状材料冶炼成坚固、统一的整体。
烧结通过使原子活跃起来来起作用。在高温下,原子会迁移到颗粒边界,缓慢地填补间隙。但这个过程需要耐心,通常很慢,而且很少完美。总会有一些空隙被截留。
要创造下一代先进陶瓷、复合材料和合金,我们不能仅仅要求原子结合。我们必须强迫它们。
优雅的解决方案:给火焰增加力量
这是热压的核心原理。它是一种通过引入第二个、强大的变量——直接的单轴压力——来增强烧结的工艺。
虽然热量使材料变得柔韧并促进原子扩散,但恒定、受控的压力会物理地压实粉末。这是一个简单、近乎蛮力的补充,但其效果是深远的。
单轴压力如何改变一切
热量和压力的协同作用通过三种关键方式加速致密化:
- 强迫亲密接触:压力将粉末颗粒推入紧密接触,极大地增加了原子键合可以发生的表面积。
- 表面净化:研磨力会分解可能阻碍键合的顽固表面氧化物,为扩散创造更清洁的路径。
- 物理驱逐:最重要的是,压力通过机械挤压来消除空隙,系统地消除单独加热可能留下的孔隙。
结果是材料的密度非常接近其理论最大值。该工艺通常比传统烧结更快,并且可以在较低的温度下完成,从而保留材料的细晶微观结构。
热压循环的解剖
虽然物理原理很复杂,但工作流程却是工程精度的典范。它是一个旨在将松散粉末转化为整体固体的受控序列。
-
第一步:容器 粉末被装入一个形状简单的模具中,该模具通常由石墨加工而成。石墨因其出色的耐高温性、优异的导热性和可加工性而成为首选材料。
-
第二步:挤压 模具放置在热压机内。感应炉或电阻加热器将温度升高,同时液压缸施加恒定的单轴压力,通常在 10-30 MPa 的范围内。
-
第三步:保温 系统在特定持续时间内将材料保持在目标温度和压力下。这个“保温时间”是致密化发生的地方,因为颗粒会变形、扩散并结合成固体质量。
-
第四步:揭晓 致密化完成后,组件在受控条件下冷却,释放压力,然后弹出成品的高密度部件。
工程师的困境:选择正确的压力
“热压”是一个需要上下文的术语。理解其关键区别对于选择正确的制造路径至关重要——这是一个平衡性能、几何形状和成本的决定。
热压与热等静压(HIP)
根本区别在于施加压力的方式。将热压视为一把精确的锤子(单轴力),而 HIP 则像收缩包装(来自所有方向的等静压、基于气体的力)。
| 特征 | 热压(单轴) | 热等静压(HIP) |
|---|---|---|
| 压力类型 | 定向(例如,顶部和底部) | 均匀(来自所有方向) |
| 几何形状 | 简单形状(圆盘、板、圆柱体) | 复杂、近净形状 |
| 核心优势 | 基本形状的最大密度 | 复杂几何形状的致密化 |
| 最适合 | 先进陶瓷、溅射靶材 | 涡轮叶片、医疗植入物 |
如果您的目标是在简单几何形状中实现绝对最大密度,那么热压是一种极其强大且高效的选择。如果您的零件具有复杂的曲线和内部特征,那么 HIP 是更优越的技术。
何时简单更好
对于对关键性要求不高的组件的大批量生产,传统的“压制-烧结”方法——即在室温下先压实粉末,然后单独加热——通常能提供最经济的途径。选择总是取决于最终应用的需求。
追求材料完整性
最终,与孔隙率的斗争就是与可靠性的斗争。在航空航天、国防和高性能电子领域,你无法承受空隙带来的弱点。热压提供了一种直接而强大的方法来锻造具有近乎完美密度的材料。
实现这种程度的材料完整性不仅需要知识,还需要能够精确、可重复地控制温度和压力的设备。为您的实验室配备达到这种材料完美程度的设备是创新的第一步。联系我们的专家,探讨适合您目标的解决方案。
图解指南
相关产品
- 带加热板的自动加热液压压机,用于实验室热压 25T 30T 50T
- 手动高温加热液压压机带加热板用于实验室
- 触摸屏自动真空热压机
- 30T 40T 分体式自动加热液压压机带加热板用于实验室热压
- 真空热压炉加热真空压机


















