
模具材料选择
高强度和耐磨性的重要性
在陶瓷等静压工艺中,模具材料(如硬质合金、陶瓷和橡胶)的选择至关重要。选择这些材料不仅是因为它们固有的高硬度,还因为它们能够承受等静压过程中遇到的极端压力。这种高压环境要求材料能够承受巨大的机械应力而不变形或磨损。
例如,硬质合金兼具硬度和韧性,是高压模具的理想材料。陶瓷具有超强的硬度和耐磨性,也是首选材料。橡胶虽然比其他两种材料更软,但却具有柔韧性和减震性,在某些模具设计中非常有用。
模具在保持最终陶瓷产品的尺寸精度和结构完整性方面起着至关重要的作用,这进一步强调了对高强度和耐磨性的需求。模具材料质量的任何瑕疵都会导致产品的尺寸、形状和密度不一致,从而影响其整体质量和性能。
总之,模具材料的选择是直接影响等静压工艺成功与否的关键决策。材料必须能够承受高压和抗磨损,以确保生产出高质量的陶瓷产品。
模具结构设计
进料口、出料口和排气口
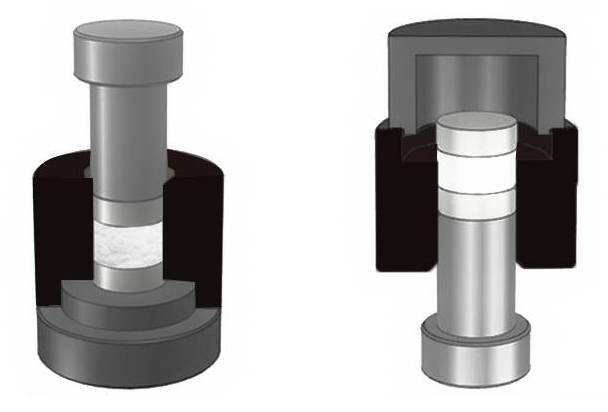
陶瓷等静压成型的模具设计必须精心设计进料口、出料口和排气口,以确保粉末在整个成型过程中无缝流动。这些端口是促进气体进入、排出和释放的重要通道,可确保粉末在压力下均匀分布和压缩。
为了说明它们的重要性,请参考以下内容:
-
进料口:这些端口的战略位置是为了将陶瓷粉末引入模腔。进料口的设计必须确保粉末均匀分布,防止出现任何局部高密度或低密度区域,以免影响最终产品的完整性。
-
出料口:压制过程完成后,出料口对于从模具中有效取出成型零件至关重要。设计精良的卸料系统可最大限度地降低损坏模制件的风险,并确保脱模方便。
-
排气口:在压制过程中,滞留的空气或气体会对粉末的致密化产生负面影响。排气口的设计可将这些气体排出,确保粉末受到均匀的压力,达到最佳的致密化效果。
这些排气口的整合不仅是技术上的需要,也是实现高质量陶瓷产品的关键因素。每个端口都必须经过精确设计,以符合模具的结构要求和所加工陶瓷粉末的具体特性。这样才能确保成型工艺高效、可靠,并能生产出一致的高质量产品。
尺寸和形状精度
模具尺寸的精确计算和控制对于确保成型产品的尺寸、形状和密度的一致性至关重要。这种精确度至关重要,因为即使是微小的偏差也会导致最终陶瓷制品出现重大差异,影响其结构完整性和性能。
要达到这种精度水平,必须对几个因素进行精心管理:
-
尺寸公差:模具设计必须具有精确的尺寸公差,以适应压制和烧结过程中产生的收缩和变形。这需要先进的计算建模来预测和考虑这些变化。
-
材料属性:模具所用材料必须具有一致的属性,包括热膨胀和机械强度。这些属性的变化会导致不一致的成型结果。
-
制造技术:通常采用先进的制造技术,如 CNC 加工和 3D 打印,以确保模具尺寸符合公差要求。这些技术允许在制造过程中进行微调和修正。
-
质量控制:实施严格的质量控制措施,包括尺寸检查和非破坏性测试,以验证模具是否符合规定的精度要求。这可确保每个模具都能生产出质量稳定的陶瓷产品。
通过处理这些因素,制造商可以实现必要的模具尺寸精度,从而确保生产出尺寸、形状和密度一致的高质量陶瓷产品。
模具表面处理
抛光、涂层和抗粘剂
抛光、涂层和防粘剂等表面处理对提高陶瓷等静压模具的功能性和使用寿命起着至关重要的作用。这些处理必不可少,主要有以下几个原因:
-
减少摩擦:将模具表面抛光至高度光滑,可显著降低模具与被压制陶瓷材料之间的摩擦系数。摩擦系数的降低不仅有利于粉末在压制过程中更顺畅地流动,还能最大限度地减少模具的磨损,从而延长其使用寿命。
-
改进脱模:在模具上涂覆专用材料或使用防粘剂可形成一层屏障,防止陶瓷材料粘附在模具壁上。这种屏障可确保成型的陶瓷部件能轻松、干净地脱模,从而降低缺陷风险,提高最终产品的整体质量。
-
增强表面完整性:涂层的应用还能带来额外的好处,如提高表面硬度和抗化学降解性。这些特性在模具暴露于恶劣条件或侵蚀性材料的环境中尤为有利。

总之,战略性地使用抛光剂、涂层剂和防粘剂是模具维护和优化的一个重要方面,有助于提高陶瓷等静压工艺的效率和效果。
冷等静压工艺的压力曲线
增压阶段
在冷等静压工艺的压力增加阶段,首先施加压力,然后逐渐增加压力,直至达到最大压力。压力的逐渐增加至关重要,因为它可以均匀地压缩陶瓷粉末,确保颗粒紧密地挤在一起。
压缩过程并不是瞬间完成的,而是要经过一段精心控制的时间,以防止任何突然的冲击破坏粉末包装的均匀性。随着压力的增加,粉末颗粒会经历一系列复杂的相互作用,包括变形、重新排列和致密化。这些相互作用对于实现最终陶瓷产品所需的密度和机械性能至关重要。
为了更好地理解这一阶段的动态,考虑一下起作用的力是很有帮助的:
- 静水压力:从各个方向施加的均匀压力可确保粉末被均匀压缩,最大限度地减少内应力和空隙。
- 颗粒变形:随着压力的增加,单个粉末颗粒会发生变形,从而实现更有效的包装和致密化。
- 颗粒间作用力:颗粒间的作用力,包括摩擦和静电作用,对粉末在压力下的表现起着重要作用。
压力逐渐增加的特性还允许排出滞留的空气和其他气体,否则会导致最终产品出现缺陷。这种受控的气体排出得益于模具的设计,其中包括适当的进料口、出料口和排气口,以确保粉末的顺畅流动和气体的有效排出。
总之,增压阶段是冷等静压工艺的关键阶段,陶瓷粉末在此阶段被逐渐压缩,以达到最佳密度和均匀性。这一阶段受到严格控制,以确保最终产品在尺寸、形状和机械性能方面符合要求。
保压阶段
在冷等静压的保压阶段,施加在陶瓷粉末上的压力保持恒定。这种稳定状态至关重要,原因有以下几点。首先,它允许粉末进一步压缩,这对最终陶瓷产品达到所需的密度和均匀性至关重要。恒定的压力可确保粉末颗粒紧密堆积,最大限度地减少可能影响材料完整性的任何空隙或气穴。
此外,保压阶段的持续时间可根据所加工陶瓷材料的具体要求进行调整。对于需要更高密度的材料,可能需要更长的保压时间。这种时间上的灵活性使生产商可以根据每种陶瓷的独特性质来调整工艺,确保达到最佳效果。
恒定的压力还有利于整个模具受力均匀,这对保持最终产品的尺寸精度尤为重要。在这一阶段,压力的任何波动都可能导致陶瓷件的形状和尺寸不一致,从而影响其整体质量和功能。
总之,保压阶段是冷等静压工艺的关键阶段。它不仅能提高陶瓷粉末的致密性和压缩性,还能确保最终产品的尺寸精度和均匀性。
泄压阶段
在冷等静压的泄压阶段,施加在陶瓷粉末上的压力会逐渐降低。压力的降低会使被压缩的粉末产生一定程度的回弹。回弹效应至关重要,因为它有助于材料的松弛,从而提高陶瓷产品的最终密度和结构完整性。
为了更好地理解这一阶段,必须考虑陶瓷粉末的物理特性。随着压力的释放,最初在高压下被迫紧密接触的粉末颗粒往往会稍微分开。这种移动不是随机的,而是遵循材料固有的弹性。这种反弹的程度会受到多种因素的影响,包括所用陶瓷材料的类型、施加的初始压力以及保压阶段的持续时间。
| 因素 | 对回弹的影响 |
|---|---|
| 陶瓷材料类型 | 不同的材料具有不同的弹性特性,会影响回弹程度。 |
| 初始压力 | 由于材料中储存的能量较高,较高的初始压力通常会导致较大的回弹。 |
| 保压时间 | 较长的保压时间可实现更完全的致密化,从而降低反弹效果。 |
压力释放的渐进性旨在防止可能导致结构缺陷或不完全致密化的突然变化。通过仔细控制压力下降的速度,制造商可以优化最终产品的性能,确保其在密度、强度和耐久性方面达到预期的规格要求。
总之,泄压阶段是冷等静压工艺的关键部分。它可以控制陶瓷粉末的松弛,这对实现所需的最终产品特性至关重要。了解和管理影响这一阶段的因素,可以显著提高陶瓷产品的质量和一致性。

温度控制
压制过程中的稳定性
在等静压过程中保持稳定的温度至关重要,原因有以下几点。首先,温度稳定性可确保粉末保持最佳的流动性,这对于均匀分布和填充模具至关重要。流动性会直接影响成型效果,因为任何温度波动都会导致粉末结块或失去粘性,从而导致最终产品不一致。
此外,温度控制对致密化过程也至关重要。在稳定的条件下,粉末颗粒可以更有效地重新排列,从而形成更致密、更均匀的结构。这对陶瓷材料尤为重要,因为密度是影响最终产品强度和耐用性的关键因素。
除了流动性和致密性,温度稳定性也会影响压制过程的整体效率。稳定的温度条件可以减少加工时间和能耗,并最大限度地降低成型产品出现裂缝或空洞等缺陷的风险。这不仅能提高最终陶瓷制品的质量,还能提高生产过程的生产率和成本效益。
为了实现这种稳定性,通常会采用先进的温度控制系统,对温度进行实时监控和调整。这些系统利用传感器和反馈回路来维持所需的温度范围,确保压制过程保持在最佳操作参数范围内。要生产出符合严格行业标准的高质量陶瓷产品,这种精确度是必不可少的。



















