材料科学中存在一种根本性的张力。
一方面,您需要极高的能量来改变物质状态——烧结陶瓷、熔化合金或硬化钢。另一方面,同样的能量往往会摧毁用于产生它的机器。
真空炉是工程师对这一悖论的解答。它是一个旨在容纳可控灾难的容器。
当我们问“真空炉的温度范围是多少?”时,我们通常在寻找一个单一的数字。但实际上,答案是一个光谱,它不是由您能输入多少功率决定的,而是由“热区”在它创造的环境中生存得有多好决定的。
能力谱
大多数实验室和工业需求都落在可预测的钟形曲线上。
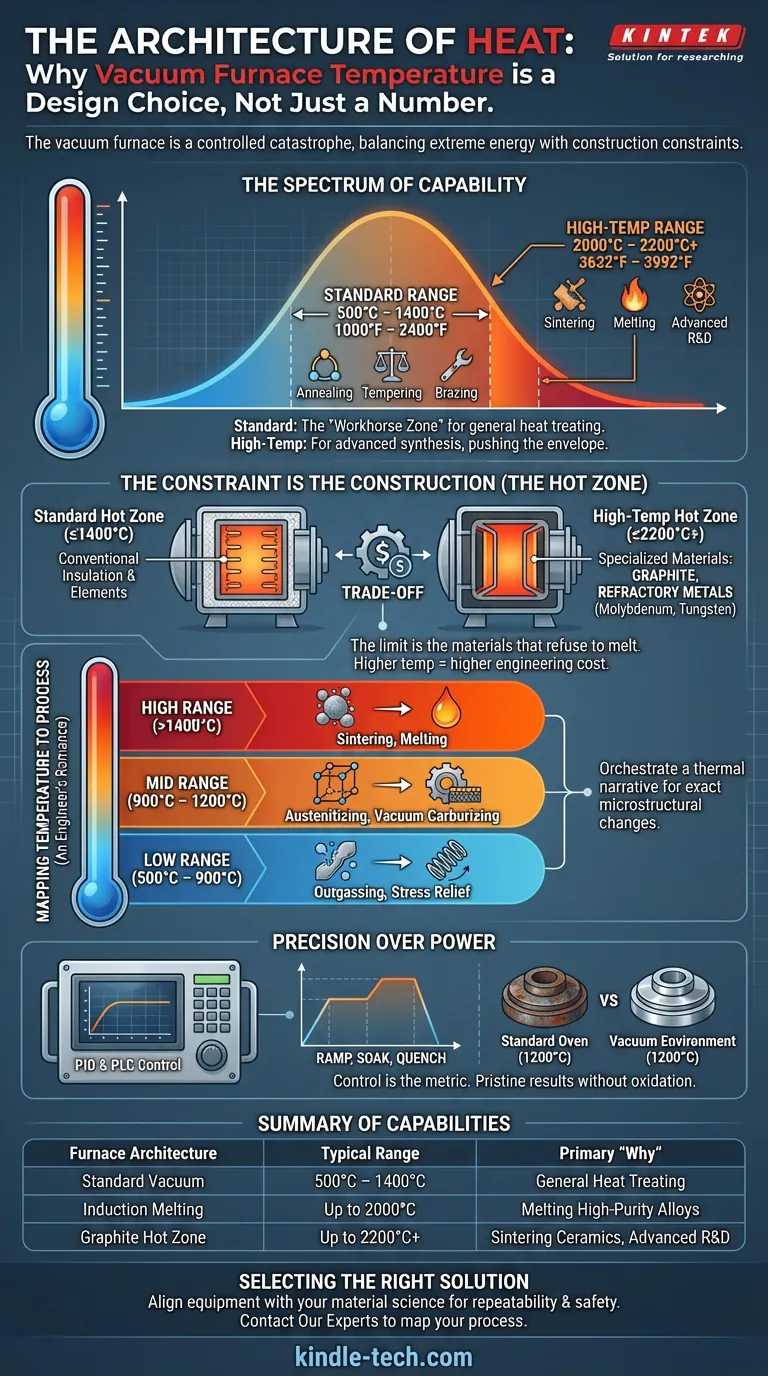
对于绝大多数标准热处理工艺,热要求相对于物理允许的范围来说是适度的。标准真空炉通常在500°C 至 1400°C(1000°F 至 2400°F)的范围内运行。
这个“标准”范围是主力区域。它涵盖:
- 退火:放松金属的内部应力。
- 回火:平衡硬度和韧性。
- 钎焊:使用标准焊料连接部件。
然而,曲线会产生一个尾部。对于先进的研究和高性能制造,必须打破标准限制。
专门的高温型号,如感应炉或石墨炉,显著地推动了极限。这些系统可以达到2000°C 至 2200°C(3632°F 至 3992°F)。在罕见的定制配置中,它们甚至可以达到更高。
限制在于构造
为什么不是所有炉子都能达到 2200°C?
限制因素是“热区”——包含加热元件和绝缘体的内部腔室。
为了达到极端温度,炉子本身必须由在压力下不会熔化或降解的材料构成。这通常涉及:
- 石墨:非常适合高温(在惰性气氛中高达 3000°C),但与某些材料会发生反应。
- 难熔金属:钼或钨,当担心石墨污染时使用。
这是一个工程上的权衡。一台为 2200°C 建造的炉子需要昂贵、专业的绝缘材料和电源,这对于仅仅试图在 600°C 退火铜的实验室来说是过度的。
将温度映射到工艺
温度不仅仅是表盘上的一个设置;它是一个激活特定分子行为的开关。
这里的“工程师的浪漫”在于精度。真空炉允许您编排热处理过程,在特定温度下保持材料,以实现精确的微观结构变化。
低温范围(500°C – 900°C)
在这里,重点通常是纯化和准备。
- 脱气:去除挥发性杂质。
- 应力消除:让零件在硬化前尺寸稳定。
中温范围(900°C – 1200°C)
这是转变区域。
- 奥氏体化:改变钢的晶体结构。
- 真空渗碳:在表面引入碳以提高硬度。
高温范围(>1400°C)
这是先进合成发生的地方。
- 烧结:在不完全熔化的情况下粘合粉末颗粒(金属或陶瓷)。
- 熔化:制造需要绝对纯度的超合金。
精度胜于功率
购买实验室设备存在一个心理陷阱:我们倾向于为最大容量而非日常实际情况购买。
虽然峰值温度是一个头条规格,但控制才是重要的指标。
如果温度波动剧烈,达到 2000°C 是没有用的。高质量的真空炉采用复杂的 PID(比例-积分-微分)回路和 PLC。这些系统不仅仅是“加热”;它们管理爬升速率(斜坡)、保持稳定性(保温)和冷却速度(淬火)。
此外,真空环境确保了高温不会导致氧化。在普通烤箱中,1200°C 会损坏表面。在真空中,1200°C 会使其保持完好无损。
能力总结
为了可视化热处理的景观,请考虑以下细分:
| 炉子架构 | 典型范围 | 主要“原因” |
|---|---|---|
| 标准真空 | 500°C – 1400°C | 通用热处理、退火、钎焊 |
| 感应熔炼 | 高达 2000°C | 熔炼高纯度合金 |
| 石墨热区 | 高达 2200°C+ | 烧结陶瓷、先进研发 |
选择正确的解决方案
目标不是购买最热的炉子。目标是购买与您的材料科学相符的炉子。
如果您正在烧结先进陶瓷,您需要石墨高温架构。如果您正在为航空航天领域回火钢零件,您需要具有卓越均匀性控制的标准范围单元的精度。
在 KINTEK,我们理解您不仅仅是购买一个能加热的盒子。您是在投资可重复性、安全性和研究的完整性。
我们提供一系列真空炉,旨在满足这些特定的热处理需求,从标准实验室规模单元到高温烧结系统。
您需要帮助将您的工艺与正确的设备匹配吗?
联系我们的专家,讨论您特定的温度要求,让我们帮助您设计完美的加热环境。
图解指南