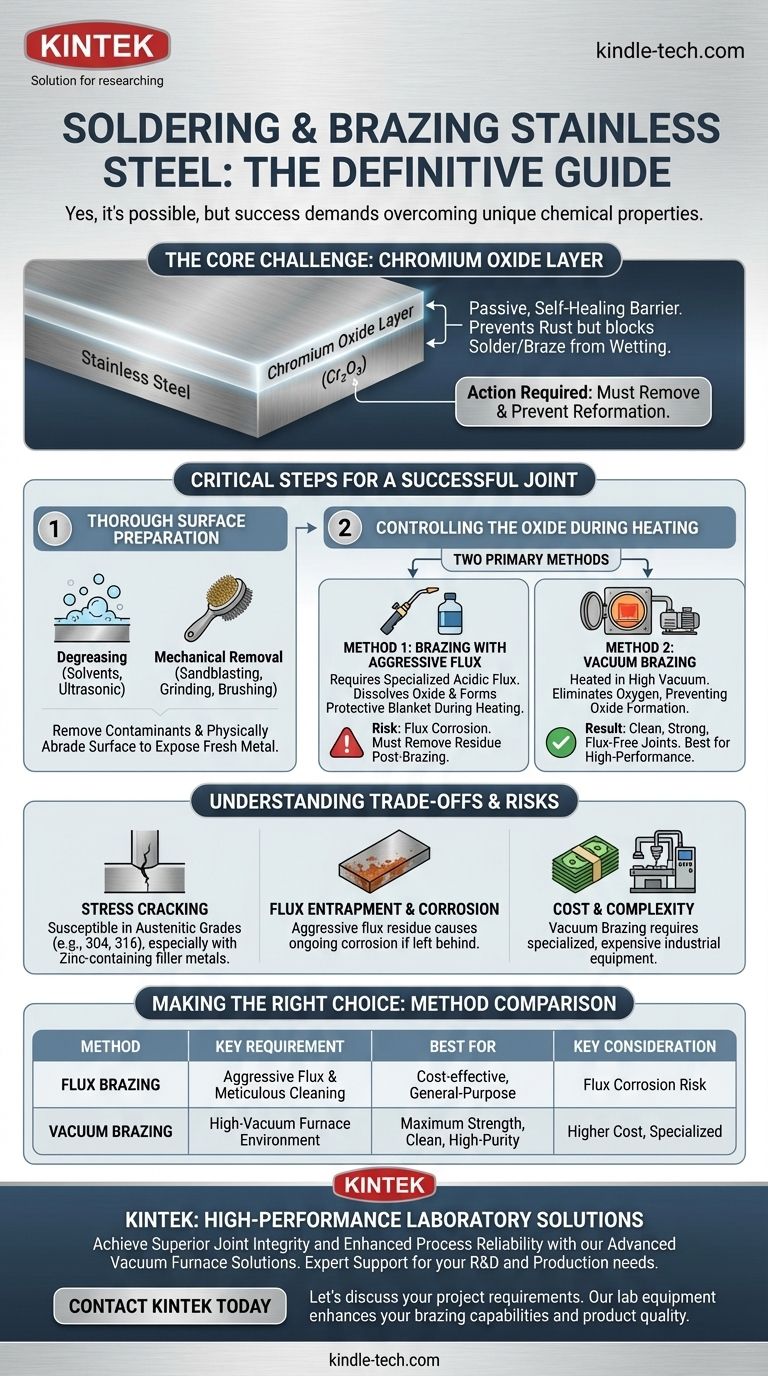
是的,不锈钢可以有效地焊接和钎焊,但这需要与传统钢材不同的方法。这个过程本身并不困难,但对不当的准备工作是毫不留情的。成功完全取决于克服使不锈钢“不锈”的独特化学性质。
连接不锈钢的核心挑战是其被动、自愈的氧化铬层。这层看不见的氧化层可以防止生锈,但它也充当了阻碍焊料或钎焊填充金属润湿并粘附到表面的屏障。因此,整个连接过程旨在去除这层氧化层并防止其重新形成。
核心挑战:不锈钢的保护性氧化层
您选择不锈钢的根本原因——它的耐腐蚀性——是您在连接它时必须克服的主要障碍。
什么是氧化层?
不锈钢含有铬,铬与空气中的氧气反应形成一层薄而致密透明的氧化铬层。这层钝化层非常稳定,如果被刮擦或去除,会立即重新形成。
为什么它会阻碍钎焊和焊接
为了形成坚固的接头,熔融的填充金属必须“润湿”基材表面,这意味着它必须均匀地流动和铺展。氧化铬层就像一层不粘涂层,阻止填充金属与下面的钢材直接接触。

成功接头的关键步骤
一个成功的不锈钢接头在加热之前就已经完成了。准备阶段是不可协商的,必须一丝不苟地进行。
步骤1:彻底的表面准备
首先,表面必须清除所有污染物,如油、油脂和污垢。这通常通过使用丙酮或酒精等溶剂脱脂来完成。超声波清洗可以显著改善这一步骤。
脱脂后,氧化层本身必须通过机械方式去除。喷砂、研磨或使用不锈钢刷刷洗等方法可以物理磨损表面并暴露出下面的新鲜金属。
步骤2:加热过程中控制氧化
一旦表面清洁,您必须制定策略来管理加热过程中的氧化层。当金属变热时,氧化层会迅速尝试重新形成。有两种主要策略可以解决这个问题。
连接不锈钢的两种主要方法
您选择的方法取决于您的设备、预算和最终接头的质量要求。
方法1:使用强力助焊剂钎焊
对于标准气氛钎焊,需要专用助焊剂。与用于铜的温和助焊剂不同,用于不锈钢的助焊剂具有强酸性和化学侵蚀性。
在加热过程中,助焊剂熔化并溶解现有的氧化层。然后它在接头区域形成一层保护性液体覆盖层,防止氧气接触钢材并阻止氧化层重新形成。
方法2:真空钎焊
真空钎焊是一种适用于高性能应用的优越方法。零件组装好后放入炉内,然后抽真空至高真空。
通过从环境中去除氧气,氧化层在加热过程中无法形成。这使得填充金属能够完美润湿表面,从而形成异常清洁、坚固且美观的接头,而没有任何腐蚀性助焊剂残留。
了解权衡和风险
连接不锈钢并非没有潜在的陷阱。了解这些问题是避免代价高昂的失败的关键。
应力开裂的风险
某些类型的不锈钢,特别是常见的奥氏体牌号(例如304、316),在钎焊过程中可能容易发生应力开裂。当使用含有锌的填充金属(例如某些铜锌合金)时,尤其如此。
助焊剂夹杂和腐蚀
如果您使用助焊剂方法,在钎焊后清除所有助焊剂残留物是绝对关键的。使助焊剂有效的侵蚀性化学物质如果留在接头上,将继续腐蚀不锈钢。
真空钎焊的成本和复杂性
虽然真空钎焊能产生卓越的效果,但它需要专业且昂贵的设备。这不是一个可以在小型车间轻松完成的过程,通常保留用于工业或高价值生产。
为您的应用做出正确选择
选择正确的方法归结为平衡性能要求与可用资源。
- 如果您的主要关注点是最大接头强度和清洁表面:真空钎焊是创建无空隙、高纯度接头而无助焊剂腐蚀风险的明确选择。
- 如果您的主要关注点是通用接头的可及性和成本效益:使用适当选择的强力助焊剂和细致的后清洁程序是一种可靠且经过验证的方法。
- 如果您正在使用奥氏体不锈钢:请密切注意填充金属的选择,以避免已知会导致应力开裂的合金,并始终在加热和冷却循环中尽量减少接头上的应力。
通过了解和控制氧化层,您可以可靠地在不锈钢中创建坚固耐用的接头。
总结表:
| 方法 | 关键要求 | 最适合 | 关键考虑 |
|---|---|---|---|
| 助焊剂钎焊 | 强力、专用助焊剂和细致清洁 | 经济高效、通用接头 | 如果未完全清除,存在助焊剂腐蚀风险 |
| 真空钎焊 | 高真空炉环境 | 最大强度、清洁、高纯度接头 | 成本较高,需要专用设备 |
需要为您的实验室提供高性能钎焊解决方案吗?
连接不锈钢组件需要精确度和合适的设备,以确保牢固、无污染的连接。KINTEK 专注于先进的实验室设备,包括适用于高完整性钎焊应用的真空炉解决方案。
我们帮助您实现:
- 卓越的接头完整性:我们的真空炉可防止氧化物形成,从而产生异常坚固、清洁的接头,且无腐蚀性助焊剂残留。
- 增强的工艺可靠性:为您的关键研发或生产需求实现一致、可重复的结果。
- 专家支持:我们的团队了解连接不锈钢等材料的挑战,可以帮助您选择合适的解决方案。
让我们讨论您的项目要求。 立即联系 KINTEK,了解我们的实验室设备如何增强您的钎焊能力和产品质量。
图解指南