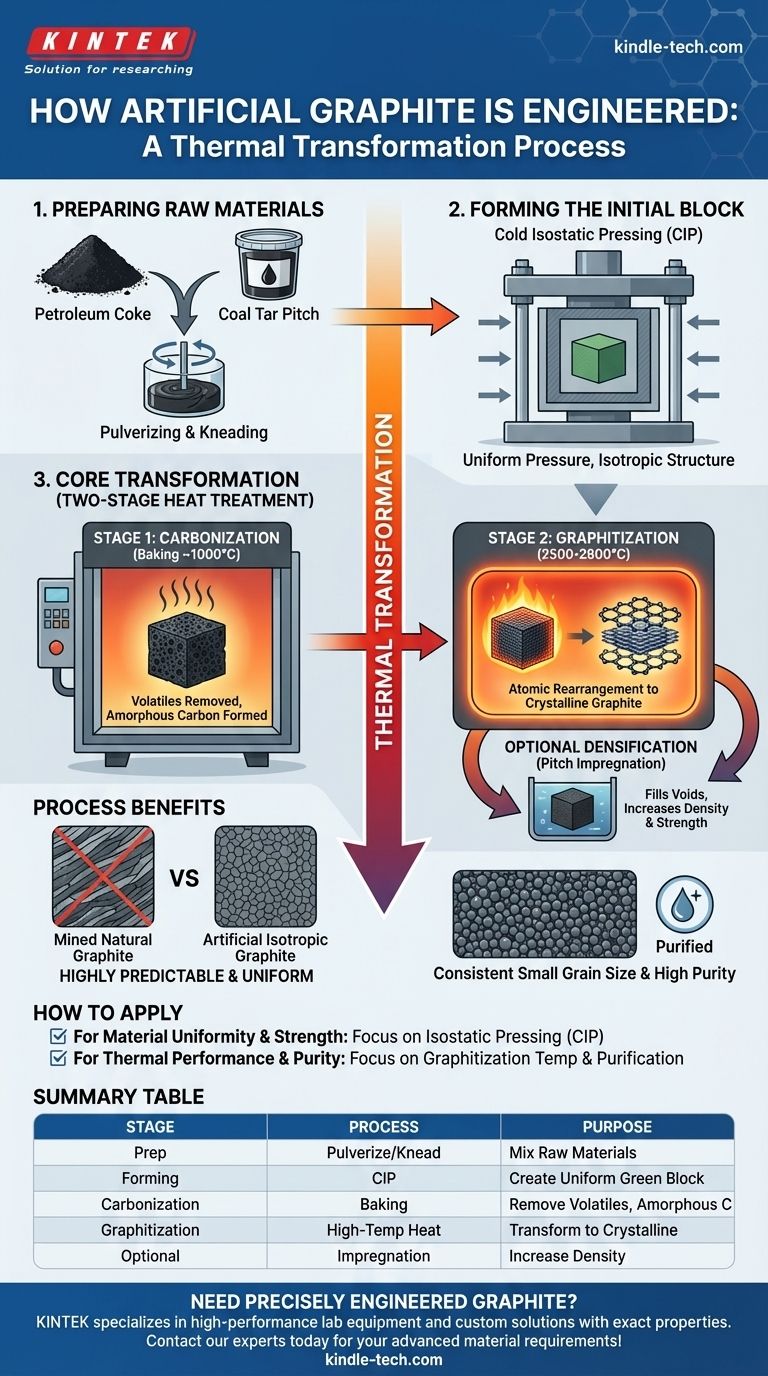
简而言之,人造石墨不是开采出来的,而是工程化制造出来的。 它的制造过程是采用富含碳的原材料,如石油焦和煤沥青,将它们压制成所需的形状,然后对其进行强烈的多阶段热处理过程,将无定形碳转变为纯净的晶体石墨结构。
关键的见解是,人造石墨的制造是一个热转化过程。它通过极高的热量(通常在 2500-2800 °C 之间)将无序的碳原子转化为高度有序、层状的石墨晶格。
制造蓝图:分步详解
高质量人造石墨(特别是等静压石墨)的生产是一个精确且受控的过程。每个阶段都旨在为最终材料赋予特定的性能。
H3: 原材料准备
该过程始于精心挑选的原材料,主要是石油焦(石油精炼的固体碳副产品)和煤沥青(粘合剂)。
首先对焦炭进行煅烧(加热)以去除杂质,然后将其粉碎成细粉。将这种粉末与加热的沥青混合并揉捏,沥青充当粘合剂,形成均匀的糊状混合物。
H3: 形成初始坯体
然后将这种原材料混合物压制成一个实心块,通常称为“生坯”。制造高性能石墨的一个关键方法是冷等静压(CIP)。
在这种技术中,材料被放置在柔性模具中,并使用液体介质从各个方向施加极高的压力。这确保了坯体具有高度均匀的密度和各向同性结构,意味着其性能在所有方向上都是相同的。

核心转化:从碳到石墨
坯体形成后,它会经历一个两阶段的热处理,从根本上改变其原子结构。
H3: 阶段 1:碳化(焙烧)
成型的坯体在无氧环境中缓慢加热。这个初始的焙烧过程,称为碳化,会去除沥青粘合剂中的挥发性化合物。
结果是一个坚硬、易碎且多孔的无定形碳块。
H3: 阶段 2:石墨化(最终转化)
这是最关键也是最耗能的步骤。将碳化后的坯体在专用熔炉中加热到极高的温度,通常在 2500 °C 至 2800 °C 之间。
在这些温度下,无序的碳原子获得足够的能量,重新排列成石墨有序的、六角形的、层状的晶体结构。
H3: 可选的致密化
对于需要最大密度和最小孔隙率的应用,坯体在初始碳化后可能会进行沥青浸渍。
将多孔碳块用液态沥青饱和,然后重新烘烤。这会填充内部空隙,并显着提高最终材料的密度和强度。
理解工艺优势
这个多步骤的制造过程很复杂,但它提供了对最终材料性能的精确控制,这是通过开采的天然石墨无法实现的。
H3: 实现各向同性均匀性
使用等静压至关重要。它消除了其他成型方法中存在的定向晶粒流,从而产生一种高度可预测且无论方向如何都能均匀表现的石墨。
H3: 控制晶粒尺寸和纯度
通过选择特定的焦炭粉末并控制工艺参数,制造商可以生产出具有非常小且一致的晶粒尺寸的石墨。
此外,石墨化阶段的极高温度还有助于汽化和去除大多数杂质,从而得到高纯度的最终产品。
如何应用这些知识
了解制造阶段有助于为特定的技术应用选择合适的材料。
- 如果您的主要关注点是材料均匀性和强度: 等静压的使用是最重要的因素,因为它决定了最终坯体的各向同性特性。
- 如果您的主要关注点是热性能和化学纯度: 石墨化温度和可选的纯化步骤是决定材料最终质量的关键因素。
最终,人造制造过程使得石墨可以被工程化为一种可预测的高性能工业材料。
总结表:
| 制造阶段 | 关键工艺 | 目的 |
|---|---|---|
| 原材料准备 | 粉碎和揉捏 | 将石油焦与煤沥青粘合剂混合 |
| 成型 | 冷等静压 (CIP) | 制造均匀、各向同性的“生坯” |
| 碳化 | 焙烧(约 1000°C) | 去除挥发物,形成无定形碳 |
| 石墨化 | 高温加热 (2500-2800°C) | 将碳转化为晶体石墨 |
| 可选步骤 | 沥青浸渍 | 增加密度和强度 |
您的实验室或工业应用需要精确工程化的石墨吗? KINTEK 专注于高性能实验室设备和耗材,包括定制石墨解决方案。我们的专业知识确保您获得具有精确所需性能的材料——无论是各向同性均匀性、高纯度还是特定的热性能。立即联系我们的专家,讨论我们如何支持您实验室的先进材料需求!
图解指南