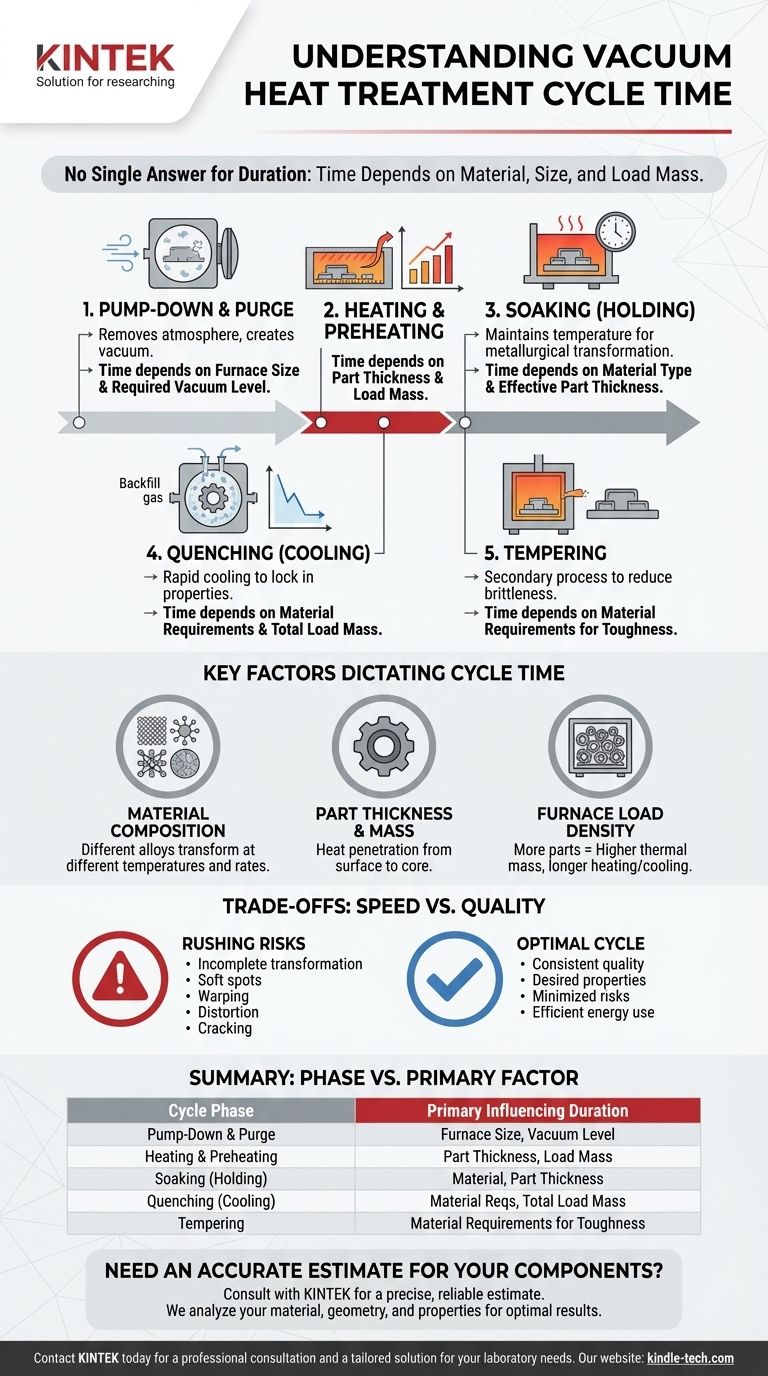
对于真空热处理周期的持续时间,没有单一的答案。总时间在很大程度上取决于特定的材料、零件的尺寸和厚度以及所处理负载的总质量。对于小型、简单的部件,一个完整的周期可能只需要几个小时;而对于非常大或复杂的部件,可能需要超过 24 小时。
关键要点是,真空热处理周期不是一个固定的、现成的工艺。它是一个精确设计的、针对工件的材料、几何形状和所需最终性能量身定制的热处理曲线。
解析真空热处理周期
要了解总时间,您必须首先了解各个阶段。每个阶段都有其明确的目的,其持续时间受不同物理原理的控制。
抽真空和净化阶段
在任何加热开始之前,必须清除炉腔内的气氛以形成真空。此阶段涉及使用强大的泵排出空气,并且通常在再次抽真空之前用氮气或氩气等惰性气体重新填充腔室以清除残留的氧气。
所需时间取决于炉子的尺寸和所需的真空度。较大的腔室自然需要更长的时间来抽空。
加热和预热阶段
这是将炉温提高到目标加工温度的阶段。对于许多材料来说,这不是一次直接的升温。
该周期通常包括一个或多个预热步骤,在此期间温度会升高到一个中间点并保持。这使得温度能够在零件中均匀分布,特别是对于厚度不同的零件,以防止热冲击和变形。
保温(保持)阶段
一旦材料达到最终目标温度,就会以特定时间“保温”或保持在该温度。这是实现所需冶金转变的最关键阶段。
保持时间是一个计算值,而不是猜测。正如您的参考资料所指出的,它由工件的有效厚度决定。目标是确保最厚部分的芯部达到目标温度并完成完整的冶金变化。
淬火(冷却)阶段
保温后,必须以特定的速率冷却零件,以锁定所需的性能,例如硬度。在真空炉中,这通常是通过用高压惰性气体(如氮气或氦气)重新填充腔室并通过强大的风扇循环来实现的。
冷却速率取决于材料的要求。一些工具钢需要极快的淬火速度,而其他合金可能需要更慢、更受控的冷却以防止开裂。负载的总质量会显着影响散热所需的时间。
回火阶段
对于许多硬化过程,需要后续的回火循环。这是一种二次、较低温度的热处理,用于降低硬化材料的脆性并提高其韧性。
回火可能会为整个过程增加数小时,并且通常在单独的炉中进行,以提高工作流程效率。

决定周期时间的关键因素
三个主要变量控制着热处理周期中每个阶段的长度。
材料成分
不同的合金在不同的温度和速率下发生转变。高合金工具钢所需的温度曲线和保温时间与简单的低合金钢或镍基高温合金截然不同。
零件厚度和质量
这是最显著的因素。热量必须从零件的表面渗透到核心。零件的横截面越厚,核心达到正确温度所需的加热和保温时间就越长。
炉负载密度
装满许多零件的炉子比只有一个零件的炉子具有更高的热质量。要使整个负载均匀加热并在淬火过程中冷却下来,需要更多的能量和时间。
理解权衡:速度与质量
为了提高产量而试图缩短周期时间可能会很诱人,但这伴随着重大的风险。
匆忙处理的危险
不足的保温时间可能导致冶金转变不完全,从而导致软点或硬度不一致。加热或冷却过快可能会产生内部应力,导致零件变形、扭曲甚至开裂。
过于保守的周期的成本
相反,过长的周期不一定能提高质量,反而会导致资源浪费。这会增加能源消耗,并占用昂贵的炉容量,从而在不增加价值的情况下提高处理的总成本。
估算特定项目的所需时间
要获得准确的估算,您必须从一般性问题转向具体细节。最好的方法是直接咨询热处理专业人士,向他们提供必要的信息。
- 如果您的主要重点是预算报价: 提供材料类型、整体尺寸和零件的最大横截面厚度。
- 如果您的主要重点是关键部件的工艺规划: 您需要提供详细的工程图纸、具体的材料等级和所需的最终性能(例如,硬度范围、渗碳深度)。
- 如果您的主要重点是优化大批量生产: 与您的热处理商合作分析炉负载配置和零件方向,因为这会显着影响周期效率。
最终,真空热处理周期的持续时间是可靠、可重复地实现正确冶金性能所需的时间。
摘要表:
| 周期阶段 | 影响持续时间的主要因素 |
|---|---|
| 抽真空和净化 | 炉腔尺寸和所需真空度 |
| 加热和预热 | 零件厚度和负载质量 |
| 保温(保持) | 材料类型和有效零件厚度 |
| 淬火(冷却) | 材料要求和总负载质量 |
| 回火 | 对韧性的材料要求 |
需要为您特定组件的准确周期时间估算吗?
真空热处理周期的持续时间对您的项目规划和质量至关重要。不要猜测——从 KINTEK 的专家那里获得精确、可靠的估算。
我们专注于提供用于精确热处理的实验室设备和耗材。通过了解您的材料、零件几何形状和所需性能,我们可以帮助您确定最佳的周期时间,以确保卓越的结果,而不会造成昂贵的延误或质量问题。
立即联系 KINTEK,获得专业的咨询和满足您实验室需求的定制解决方案。
图解指南