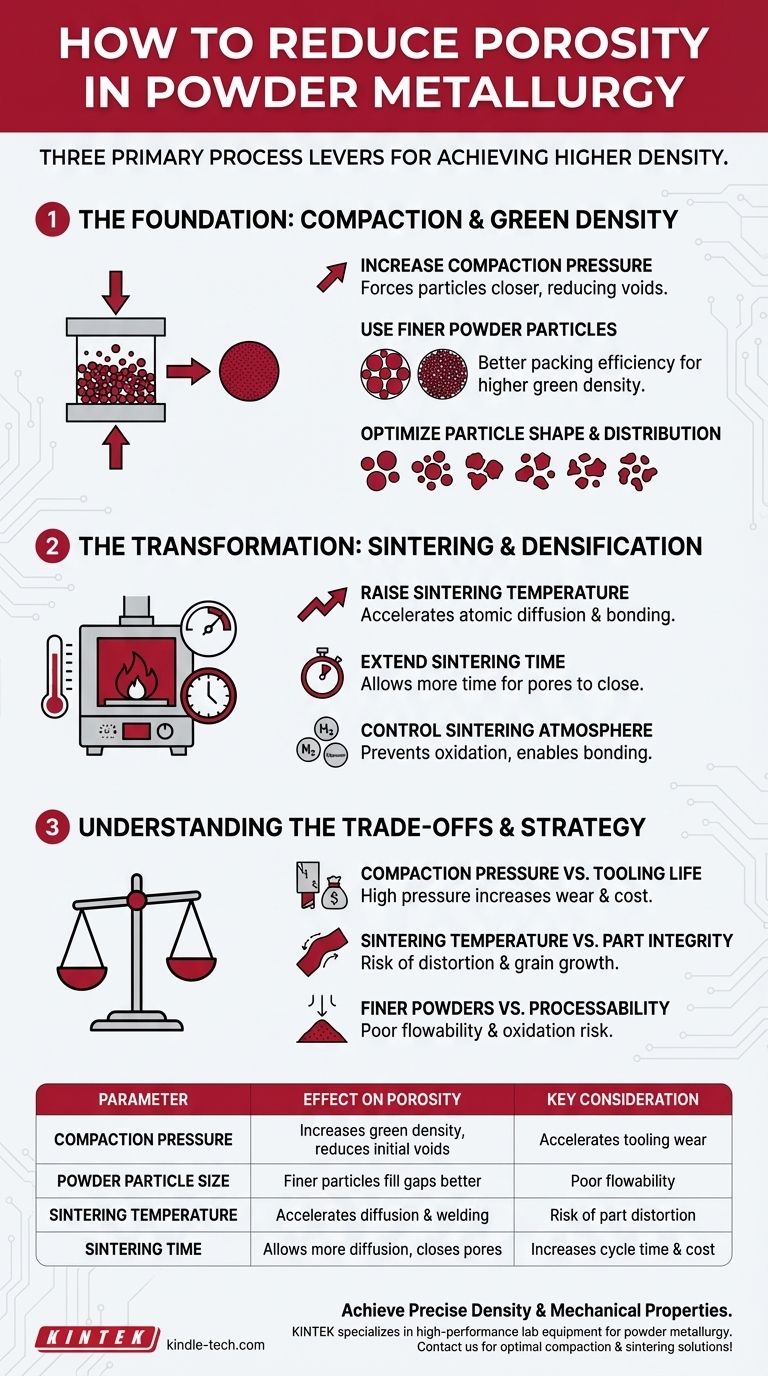
为了减少粉末冶金中的孔隙率,您必须关注三个主要的工艺控制因素:增加压实压力、提高烧结温度并延长烧结时间,以及使用更细的粉末颗粒。这些调整协同作用,以最小化粉末颗粒在热处理过程之前和期间的空隙空间,从而使最终零件更致密。
孔隙率是粉末冶金的一个固有特性,但控制它是实现所需机械性能的关键。目标是最大化颗粒间的接触和原子扩散,这将疏松的粉末压坯转变为致密的类固体材料。
基础:压实和生坯密度
减少孔隙率的第一个机会发生在将粉末压制成“生坯”压块的过程中,即在施加任何热量之前。此阶段的密度被称为生坯密度。
压实压力的作用
增加压实过程中施加的压力会将粉末颗粒推得更近。这种机械力会使颗粒变形,减小间隙空隙,并从一开始就形成更致密的结构。
粒度的影响
使用更细的粉末颗粒是减少初始孔隙率的关键策略。较小的颗粒可以更有效地填充较大颗粒之间的空隙,从而实现更高的堆积效率和更高的生坯密度,就像沙子可以填充罐中大石块之间的空隙一样。
颗粒形状和分布
虽然细颗粒是关键,但它们的形状和分布也很重要。不同粒径的混合物(宽分布)通常比尺寸均匀的颗粒集合体堆积得更有效。不规则形状的颗粒在压力下可能相互锁定得更好,尽管球形粉末倾向于更容易流入模具。

转变:烧结和致密化
烧结是将生坯压块加热到低于其熔点的热过程。这是发生最显著的孔隙率降低和结合的阶段。
烧结温度的影响
较高的烧结温度提供了更多的热能,从而极大地加速了原子扩散。原子在相邻颗粒的边界处移动,有效地将它们“焊接”在一起。这个过程会填充孔隙,并导致整个零件收缩和致密化。
烧结时间的重要性
扩散是一个时间依赖的过程。延长烧结时间使原子传输机制有更多时间工作,封闭更多孔隙并进一步提高零件的最终密度。
烧结气氛
炉内气氛(例如氢气、氮气或真空)至关重要。受控气氛可防止粉末表面氧化,否则氧化会抑制致密化所需的原子键合。
理解权衡
尽管这些方法很有效,但它们并非没有局限性。将任何单一参数推向极端都可能引入新的问题。
压实压力与模具寿命
极高的压实压力会显著增加对模具和冲头的应力。这会导致模具磨损加速和故障风险增加,从而增加运营成本。它还可能在生坯压块中引入内应力。
烧结温度与零件完整性
在接近材料熔点的情况下烧结可能会导致零件变形、坍塌或产生不良的晶粒长大。大的晶粒实际上会使最终材料更脆,从而抵消了高密度的好处。
细粉末与加工性
非常细的粉末虽然有利于密度,但流动性可能较差。这使得难以实现模腔的均匀一致填充,从而可能导致最终零件的密度不均和缺陷。由于其高表面积,它们也更容易氧化。
为您的目标做出正确的选择
您减少孔隙率的策略应以您项目的具体性能要求和经济限制为指导。
- 如果您的主要重点是最大密度和强度:结合高压实压力与高温、长时间的烧结循环,并考虑热等静压(HIP)等二次操作。
- 如果您的主要重点是标准零件的成本效益:使用中等压实压力和优化的烧结曲线与标准级粉末相结合,以平衡性能与模具寿命和能源成本。
- 如果您的主要重点是高尺寸精度:避免可能导致变形的过高烧结温度,并仔细控制粉末填充过程以确保均匀收缩。
通过战略性地平衡这些工艺参数,您可以设计出满足您的应用成功所需的精确密度水平。
摘要表:
| 参数 | 对孔隙率的影响 | 关键考虑因素 |
|---|---|---|
| 压实压力 | 增加生坯密度,减少初始空隙 | 高压加速模具磨损 |
| 粉末粒度 | 细颗粒填充空隙更好,改善堆积 | 极细粉末流动性差 |
| 烧结温度 | 高温加速原子扩散,焊接颗粒 | 有零件变形或晶粒长大的风险 |
| 烧结时间 | 时间越长,扩散越多,孔隙越少 | 增加工艺循环时间和成本 |
实现您的应用所需的精确密度和机械性能。
概述的策略是一个起点,但成功实施它们需要专业知识和可靠的设备。KINTEK 专注于高性能实验室设备和粉末冶金耗材,为实验室和研发部门提供优化压实和烧结过程所需的工具。
让我们的专家帮助您选择正确的设备并优化您的参数,以最大限度地减少孔隙率并最大化零件强度。立即联系我们的团队进行个性化咨询!
图解指南