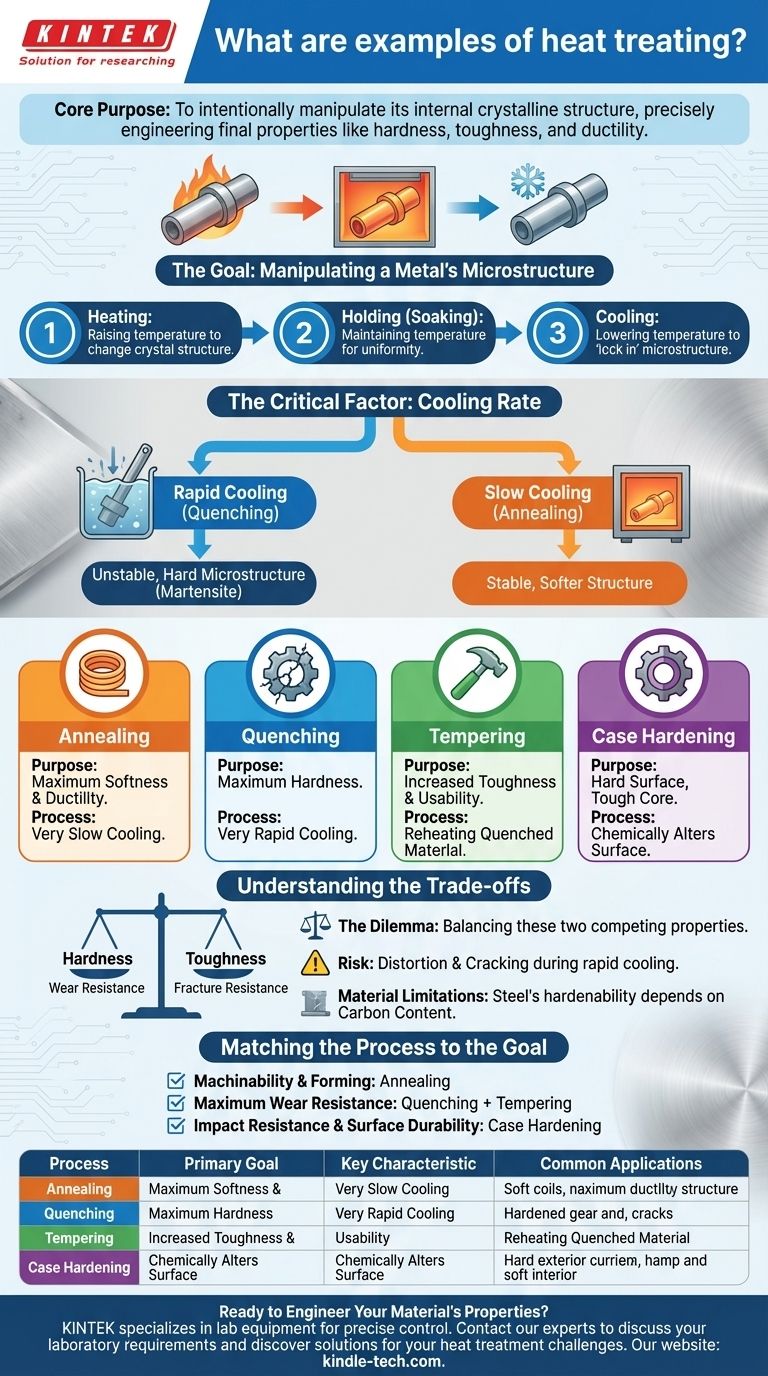
最常见的热处理例子是退火、淬火、回火和表面硬化。每个过程都涉及精确的加热、保持和冷却金属的循环,但它们使用不同的温度、时间和冷却速率来实现根本不同的结果——从使金属极度柔软到使其异常坚硬耐用。
热处理的核心目的不仅仅是加热金属,而是有意识地控制其内部晶体结构。通过仔细控制热循环,您可以精确地设计材料的最终性能,例如其硬度、韧性和延展性,以满足特定应用的需求。
目标:控制金属的微观结构
每一种热处理工艺都是为了改变材料的物理性能而设计的。这是通过改变其微观晶体结构或“微观结构”来实现的。该过程的三个阶段是控制这种转变的杠杆。
控制的三个杠杆
基于热处理的基本原理,每个过程都是三个变量的函数:
- 加热:将材料升温到特定温度,以引发其晶体结构的变化。
- 保持(浸泡):将材料保持在该温度下一定时间,以确保变化在整个部件中均匀发生。
- 冷却:以特定的速率降低温度,以“锁定”所需的微观结构及其相应的物理性能。
为什么冷却速率是关键因素
虽然所有三个步骤都很重要,但冷却速度通常是区分一个过程与另一个过程的最关键变量。快速的冷却循环会捕获不稳定、坚硬的微观结构,而缓慢的冷却循环则允许形成稳定、较软的结构。

关键热处理工艺及其目的
了解每个过程的目标是选择正确工艺的关键。下面的每个示例都使用相同的杠杆——加热、保持、冷却——以产生独特的结果。
退火:实现最大的柔软度和延展性
退火是一个使金属尽可能柔软和易于加工的过程。它涉及加热材料,然后非常缓慢地冷却,通常是通过让其在炉中冷却数小时。
这种缓慢的冷却可以消除内部应力,并使微观结构以其最稳定、最有条理和最柔软的状态形成。它通常用于准备金属进行机加工或大量成型。
淬火:实现最大的硬度
淬火与退火正好相反。目标是使钢变得极其坚硬。加热后,部件被尽可能快地浸入水、盐水或油等液体中冷却。
这种突然的冷却将晶体结构锁定在一种非常坚硬但易碎的状态,称为马氏体。淬火后的部件具有很高的耐磨损性,但如果不进行后续处理,对于大多数实际用途来说太脆了。
回火:增加韧性和可用性
回火几乎总是在淬火后进行。该过程涉及将硬化后的部件重新加热到低得多的温度并保持特定时间。
这种温和的再加热消除了淬火产生的内部应力,并允许部分脆性马氏体转变为更坚韧的结构。回火会降低淬火过程中获得的部分硬度,但会增加显著的韧性,防止部件在受到冲击时破碎。
表面硬化:坚硬的表面和坚韧的芯部
表面硬化(或渗碳)是一系列专业工艺,例如渗碳,用于制造具有两组不同性能的部件。材料的表面通过通常添加碳等方式进行化学改性,然后对部件进行淬火和回火。
结果是一个具有极其坚硬、耐磨损的外部“表层”,同时保持更柔软、更具延展性和减震性的内部“芯部”的物体。这非常适合齿轮和轴承等部件,它们必须承受表面摩擦,同时抵抗冲击。
理解权衡
选择热处理工艺始终是平衡相互竞争的性能的问题。你不能同时最大化所有理想的特性。
硬度与韧性的困境
热处理中最基本的权衡是硬度(抗磨损和划伤能力)与韧性(抗断裂或碎裂能力)之间的权衡。完全淬火的部件非常坚硬,但会像玻璃一样碎裂。回火的艺术在于为给定的应用在这两种性能之间找到完美的平衡。
变形和开裂的风险
从高温快速冷却会在材料中产生巨大的内部应力。这种应力可能导致部件,特别是几何形状复杂的部件,在淬火过程中翘曲、变形甚至开裂。正确的工艺和部件设计对于减轻这种风险至关重要。
材料限制
并非所有金属都适用于所有热处理。对于钢来说,能被有效硬化的能力与其含碳量直接相关。低碳钢不能通过简单的淬火和回火有效硬化,这就是为它们开发表面硬化等工艺的原因。
将工艺与目标相匹配
您的热处理选择应完全由部件的最终性能要求驱动。
- 如果您的主要关注点是可加工性和成型性: 您需要在开始工作之前进行退火以软化材料并消除内部应力。
- 如果您的主要关注点是最大的耐磨性: 您需要进行淬火以获得极高的硬度,然后进行低温回火以在不牺牲太多硬度的情况下降低脆性。
- 如果您的主要关注点是抗冲击性和表面耐用性: 您需要进行表面硬化,以制造出具有坚韧、减震的芯部和耐磨损表面的部件。
最终,热处理将标准金属转变为专为特定任务设计的高性能材料。
总结表:
| 工艺 | 主要目标 | 关键特征 | 常见应用 |
|---|---|---|---|
| 退火 | 最大柔软度和延展性 | 极慢冷却 | 准备机加工/成型金属 |
| 淬火 | 最大硬度 | 极快冷却 | 制造耐磨表面 |
| 回火 | 增加韧性 | 重新加热淬火材料 | 淬火后降低脆性 |
| 表面硬化 | 硬表面,韧性芯部 | 化学改变表面 | 齿轮、轴承、需要表面耐用性的部件 |
准备设计您的材料性能?
选择正确的热处理工艺对于实现硬度、韧性和耐用性的完美平衡至关重要。退火、淬火和回火等工艺所需的精确温度和冷却速率控制,要求可靠、高性能的实验室设备。
KINTEK 专注于您完善热处理工作流程所需的实验室设备和耗材。 无论您是开发新合金还是确保生产中的质量控制,我们的产品都能提供成功所必需的精度和一致性。
让我们帮助您改造您的材料。立即联系我们的专家,讨论您的具体实验室要求,并为您的热处理挑战找到合适的解决方案。
图解指南