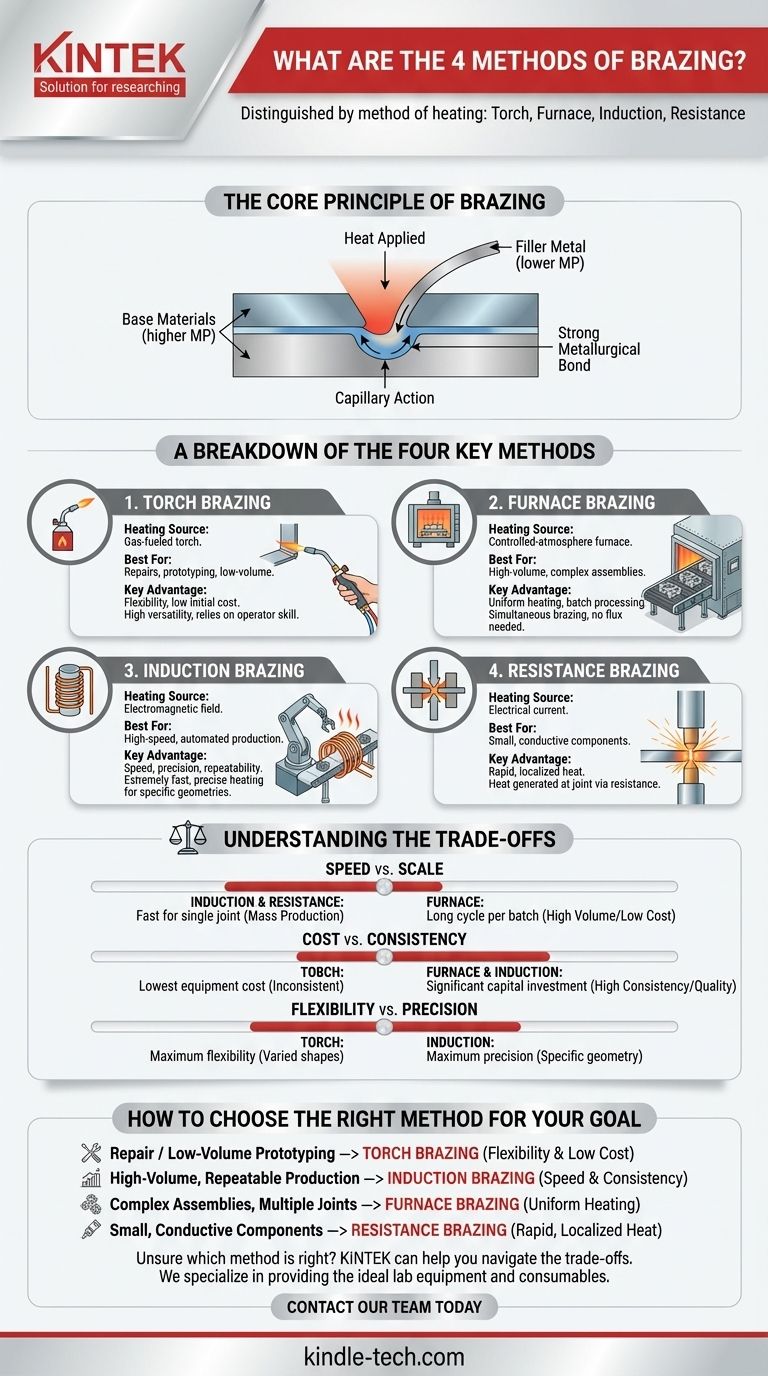
钎焊的四种主要方法是根据其加热方式区分的:火焰钎焊、炉中钎焊、感应钎焊和电阻钎焊。每种技术以不同的方式施加热量,以熔化填充金属并连接部件,而不会熔化母材本身。选择哪种方法完全取决于应用对产量、接头复杂性和精度的要求。
虽然用户的问题是关于“是什么”这些方法,但更关键的理解是“为什么”要选择一种而不是另一种。这个决定取决于一个权衡:是对单个部件进行局部、精确的加热,还是对整个组件进行均匀、批量的加热。
钎焊的核心原理
钎焊是通过使用熔点低于母材的填充金属,在两个或多个金属部件之间形成牢固的永久性连接。这个过程与焊接不同,焊接是熔化并熔合母材。
钎焊过程
将填充金属引入部件之间的接头处。然后将整个组件加热到高于填充金属熔点但低于母材熔点的温度。
毛细作用力的作用
一旦熔化,填充金属就会通过毛细作用力被吸入部件之间紧密贴合的空间。冷却后,它会凝固形成牢固的冶金结合。
四种主要方法的细分
钎焊方法之间的根本区别在于热量的施加方式。这决定了该工艺的速度、规模和对给定任务的适用性。
1. 火焰钎焊 (Torch Brazing)
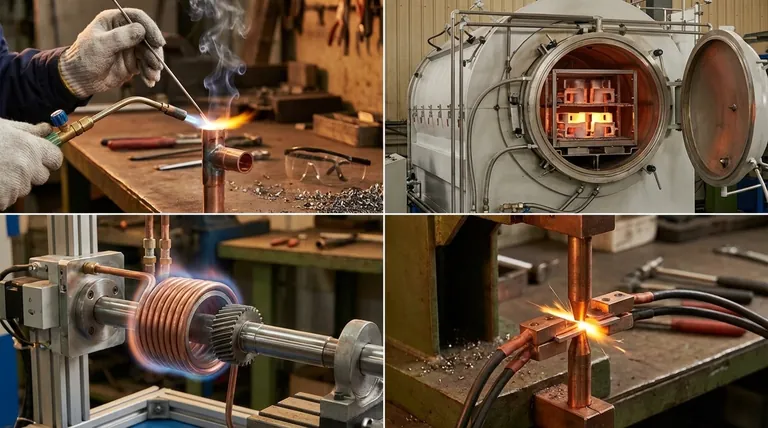
这是最常见的、手动的方法。使用燃气喷灯对准接头区域施加热量。它用途广泛,初始投资相对较低。
火焰钎焊非常适合一次性维修、原型制作和低批量生产,在这些情况下自动化不切实际。操作员的技能是获得高质量接头的关键因素。
2. 炉中钎焊 (Furnace Brazing)
在这种方法中,整个组件(填充金属预先放置好)在受控气氛或真空炉中加热。这可以同时钎焊许多组件或一个具有多个接头的复杂部件。
炉中钎焊适用于大批量生产和复杂几何形状。受控气氛可防止氧化,通常无需助焊剂,从而获得非常干净的接头。
3. 感应钎焊 (Induction Brazing)
感应加热使用通过铜线圈传输的高频交流电。这会产生一个电磁场,加热放置在其中的导电金属部件,从而熔化填充金属。
这种方法速度极快、精确且可重复,非常适合需要反复制作相同接头的高速自动化生产线。
4. 电阻钎焊 (Resistance Brazing)
通过高电流流过部件,直接在接头处产生热量。电流在部件界面处的电阻产生强烈、局部的热量。
电阻钎焊通常用于连接小型、导电的部件,在这些部件上需要非常快速且高度局部地施加热量。
理解权衡
选择正确的方法需要平衡成本、速度、质量和产量。没有单一的“最佳”方法,只有最适合该工作的合适方法。
速度与规模
感应钎焊和电阻钎焊对于单个接头来说速度非常快,但最适合相同部件的大规模生产。
炉中钎焊的每批循环时间较长,但由于它可以一次处理数百或数千个部件,因此在大批量情况下,每个部件的成本可能非常低。
成本与一致性
火焰钎焊的设备成本最低,但高度依赖操作员的技能,这可能导致接头之间出现不一致性。
炉中钎焊和感应系统需要大量的资本投资,但它们能提供高度一致和可重复的结果,减少人为错误,提高生产环境中的质量控制。
灵活性与精度
火焰钎焊的手动特性为即时处理各种形状和尺寸的部件提供了最大的灵活性。
感应钎焊提供最大的精度,但加热线圈通常是为特定的部件几何形状设计的,因此在不更换工具的情况下,对多样化工作的灵活性较低。
如何根据您的目标选择正确的方法
您应用的具体目标应该指导您的决策。
- 如果您的主要重点是维修或小批量原型制作:火焰钎焊在灵活性和低初始成本方面提供了最佳组合。
- 如果您的主要重点是单个部件的大批量、可重复生产:感应钎焊提供了无与伦比的速度和一致性。
- 如果您的主要重点是同时连接具有多个接头的复杂组件:炉中钎焊是提供必要均匀加热和气氛控制的唯一方法。
- 如果您的主要重点是使用快速、局部的热量连接小型导电部件:电阻钎焊是最有效和高效的选择。
最终,了解这些核心加热原理将使您有能力为任何应用选择最高效和最有效的钎焊方法。
摘要表:
| 方法 | 热源 | 最适合 | 主要优势 |
|---|---|---|---|
| 火焰钎焊 | 燃气喷灯 | 维修、原型制作、小批量 | 灵活性、低初始成本 |
| 炉中钎焊 | 受控气氛炉 | 大批量、复杂组件 | 均匀加热、批次处理 |
| 感应钎焊 | 电磁场 | 高速、自动化生产 | 速度、精度、可重复性 |
| 电阻钎焊 | 电流 | 小型、导电部件 | 快速、局部热量 |
不确定哪种钎焊方法适合您的实验室或生产线?KINTEK 的专家可以帮助您权衡速度、成本和精度之间的权衡。我们专注于为您的特定钎焊应用提供理想的实验室设备和耗材,确保最佳结果和效率。
立即联系我们的团队,进行个性化咨询,讨论您的项目要求并找到完美的钎焊解决方案。
图解指南