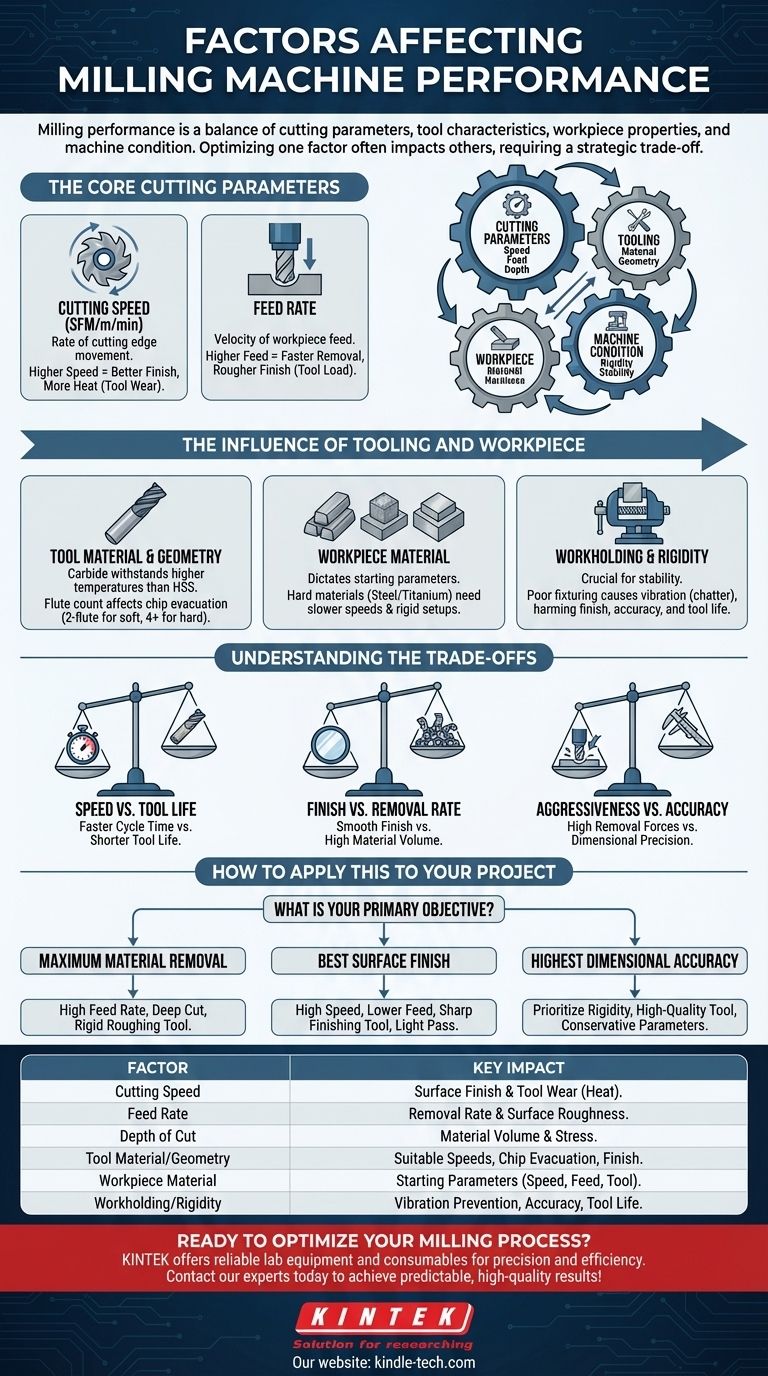
铣床的性能是几个相互关联的因素的平衡。 从最基本的层面来看,这些是切削参数(速度、进给量和切深)、刀具的特性、工件材料的特性以及机器本身的物理状况和刚度。
铣削中的核心挑战不仅仅是了解这些因素,而是要理解它们存在于一个权衡(trade-offs)的系统中。优化一个因素,例如切削速度,将不可避免地影响其他因素,如刀具寿命和表面光洁度。真正的控制来自于平衡这些权衡,以实现特定的目标。
核心切削参数
这三个变量是操作员控制的最直接的输入。它们通常被称为“速度和进给”,构成了任何铣削操作的基础。
切削速度
切削速度是指刀具切削刃在材料表面上移动的比率。它以每分钟表面英尺(SFM)或每分钟米(m/min)为单位进行测量。
较高的切削速度通常会产生更好的表面光洁度,但也会产生更多的热量。这种过多的热量是刀具过早磨损的主要原因。
进给速度
进给速度是工件进给到旋转切削刀具的速度。它决定了刀具的每个切削刃(槽型)在每次旋转中去除的材料量。
提高进给速度是缩短加工时间最常见的方法。然而,过高的进给速度可能导致表面粗糙、刀具负载过大以及刀具断裂的风险。
切深
这是刀具切入材料的深度。它有两个组成部分:轴向深度(刀具沿其轴线切入的深度)和径向深度(它在材料中横向进给的距离)。
更大的切深可以更快地去除更多材料,但也会对刀具、主轴和机床框架施加更大的应力,这可能导致刀具偏转和振动。

刀具和工件的影响
所涉及的物理对象——刀具和零件——与您设定的参数同样关键。
刀具材料和几何形状
刀具的成分和形状至关重要。硬质合金刀具比高速钢(HSS)能承受更高的温度,从而实现更快的切削速度。
刀具几何形状,例如槽型数量,也起着关键作用。双槽立铣刀为铝等软材料提供了出色的排屑能力,而四槽或更多槽的铣刀在钢等硬材料中提供了更高的强度和更好的光洁度。
工件材料
被切削的材料从根本上决定了所有其他参数的起点。
与铝或塑料等软材料相比,不锈钢或钛等坚硬、磨蚀性的材料需要慢得多的切削速度和更刚性的设置。
工件夹持和刚度
工件的固定方式(夹具)是问题的常见来源。未牢固固定的零件在切削过程中会振动。
这种振动,通常称为“颤振”,对表面光洁度、尺寸精度和刀具寿命都是灾难性的。刚性设置——从机床到刀柄再到工件夹具——是高质量工作的基本要求。
理解权衡
铣削的成功来自于管理妥协。将一个变量推向极限总是会对另一个变量产生影响。
速度与刀具寿命
这是经典的权衡。以刀具推荐速度范围的上限运行将缩短循环时间,但会使刀具磨损得更快。这会增加刀具成本和在加工过程中刀具失效的风险。
光洁度与去除率
实现光滑、镜面般的表面光洁度需要较浅的切深和适中的进给速度。相反,快速去除大量材料需要深切和高进给速度,这固有地会留下更粗糙的表面。因此,操作通常分为一个“粗加工”和一个“精加工”过程。
切削侵略性与精度
高材料去除率的侵略性切削会对刀具施加显著的力,导致其轻微偏转。这种偏转可能会影响最终零件的尺寸精度。对于高精度部件,使用较轻的切削以最大限度地减少这些力。
如何将其应用于您的项目
您的最佳设置完全取决于您对操作的主要目标。
- 如果您的主要重点是最大的材料去除率: 优先考虑高进给速度和深的轴向/径向切深,使用专为粗加工设计的刚性硬质合金刀具。
- 如果您的主要重点是尽可能好的表面光洁度: 使用高切削速度但较低的进给速度,确保您使用的是具有正确几何形状的锋利刀具,并进行非常轻的最终“精加工”走刀。
- 如果您的主要重点是最高的尺寸精度: 在工件夹持中将刚性置于首位,使用高质量的刀具以最大限度地减少偏转,并使用保守的参数来降低切削力。
通过系统地考虑所有这些因素,您可以从简单地猜测参数转变为设计出可预测且成功的成果。
摘要表:
| 因素 | 对铣削的关键影响 |
|---|---|
| 切削速度 (SFM/m/min) | 表面光洁度质量和因热量产生引起的刀具磨损。 |
| 进给速度 | 材料去除率和表面光洁度粗糙度。 |
| 切深 | 去除的材料体积以及对刀具/机器的应力。 |
| 刀具材料/几何形状 | 适用的切削速度、排屑能力和零件光洁度。 |
| 工件材料 | 决定速度、进给和刀具选择的起始参数。 |
| 工件夹持/刚度 | 防止振动(颤振),确保精度和刀具寿命。 |
准备好优化您的铣削工艺了吗? 合适的实验室设备是精度和效率的基础。KINTEK 专注于提供可靠的实验室设备和耗材,以支持您实验室的独特需求。无论您是专注于材料去除、表面光洁度还是尺寸精度,我们都有解决方案可以帮助您实现可预测的高质量结果。立即联系我们的专家,讨论我们如何支持您的项目!
图解指南