尽管感应钎焊速度极快且精度高,但它并非万能的解决方案。其主要局限性围绕着高昂的初始设备成本、感应线圈带来的几何限制,以及它不适用于小批量或高度复杂的装配件。该方法在大批量生产中适用于简单、可重复的接头时表现出色,但对于定制或精细工作来说则不太实用。
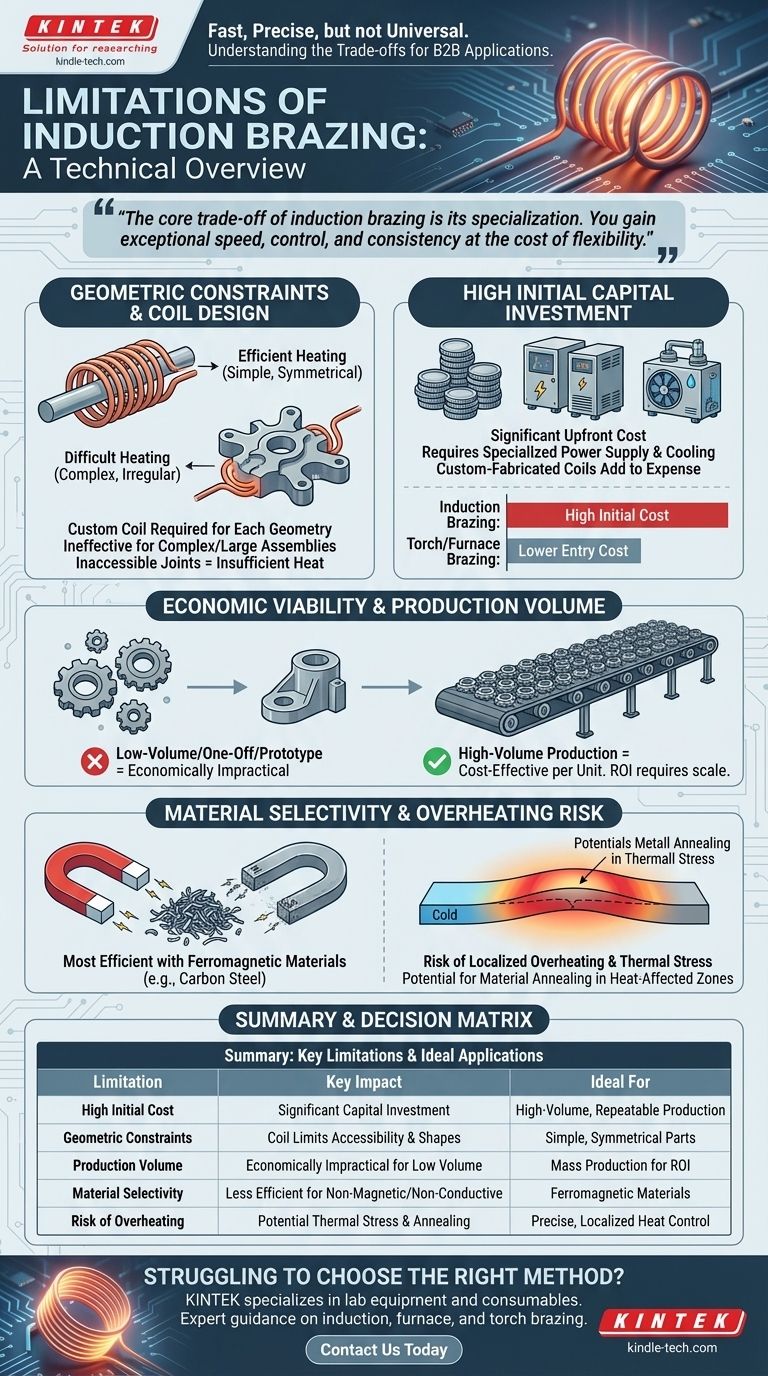
感应钎焊的核心权衡是其专业化。您获得了卓越的速度、控制和一致性,但代价是灵活性降低,因此它对于正确的应用来说是一个强大的工具,但对于错误的应用来说则成本高昂且限制性强。
根本挑战:几何形状与线圈设计
感应钎焊依靠磁场来产生热量。因此,感应线圈的形状及其与工件的接近程度是成功的关键因素,这带来了显著的限制。
感应线圈的核心作用
感应线圈不是通用组件;它是一种定制设计的工具。每种独特的接头几何形状都需要一个特定形状的线圈,才能将热量均匀有效地传递到目标区域。
这种定制工程会增加您打算钎焊的每个新部件的初始设置时间和成本。
复杂形状的局限性
感应加热对相对简单、对称的几何形状(如轴和接头)最有效。对于大型、不规则形状的装配体,很难用单个线圈均匀加热。
具有许多突出部分或不同厚度的部件可能导致热点和焊料流动不完全,从而影响接头完整性。
难以触及的接头问题
磁场强度随距离迅速衰减。如果接头深埋在装配体内部或被部件的其他部分物理屏蔽,感应线圈就无法在正确的位置产生足够的热量。
经济和设备考虑因素
除了工艺的物理特性外,经济模型在感应钎焊是否可行方面起着重要作用。这是一个需要规模化才能具有成本效益的工艺。
高昂的初始资本投资
电源、水冷系统和定制制造的线圈代表着一笔可观的资本投资。这笔前期成本远高于手动焊枪钎焊甚至某些炉中钎焊设备的成本。
通过产量证明投资合理性
感应钎焊的高速和自动化潜力只有在大批量生产时才能带来投资回报。随着数千个可重复部件的出现,单位成本会急剧下降。
对于小批量、一次性或原型工作,设置成本和定制工装使其在经济上不切实际。
了解权衡和工艺限制
每种工程工艺都涉及权衡。了解感应钎焊的固有权衡是避免代价高昂的应用错误的关键。
精确接头设计的必要性
与大多数钎焊方法一样,感应钎焊需要部件之间清洁、精确控制的间隙。这个间隙,通常为 0.002 至 0.005 英寸(0.05 至 0.13 毫米),对于毛细作用将熔融焊料吸入接头至关重要。
设计不佳或不一致的接头将导致空隙和薄弱的粘合,无论加热方法的质量如何。
材料选择性
感应加热是通过在导电材料中感应电流来实现的。它对碳钢等铁磁性材料最有效。
铝或铜等非磁性但导电的金属可以被加热,但通常需要不同的频率和更大的功率。钎焊陶瓷等非导电材料则需要完全不同的方法,例如使用导电的衬垫来传递热量。
局部过热的风险
加热速度极快且局部性强。如果没有精确控制,很容易过热并损坏部件的薄弱部分,或产生热应力,尤其是在连接具有不同膨胀率的异种金属时。
材料性能变化的潜在影响
尽管加热是局部的,但热影响区内的母材将被加热到其临界温度以上。这可能导致材料的淬火和硬度发生退火(软化)或其他不良变化,这必须在设计中加以考虑。
为您的目标做出正确的选择
要选择正确的工艺,您必须将该方法的优势与您的主要目标结合起来。
- 如果您的主要重点是简单接头的大批量、可重复生产:感应钎焊是一个绝佳的选择,它提供了无与伦比的速度和一致性,从而降低了单位成本。
- 如果您的主要重点是加工大型、复杂的装配体或各种小批量零件:炉中钎焊或手动焊枪钎焊将提供更大的灵活性和更低的入门门槛。
- 如果您的主要重点是连接质量差异很大的异种材料:感应钎焊可能具有挑战性,可能需要像炉中钎焊这样更慢、更均匀的加热方法来防止热应力。
最终,选择正确的钎焊方法需要清楚地了解您的特定零件几何形状、生产量和材料特性。

摘要表:
| 局限性 | 关键影响 | 理想应用 |
|---|---|---|
| 初始成本高 | 设备和定制线圈需要大量的资本投资 | 大批量、可重复的生产运行 |
| 几何形状限制 | 线圈设计限制了接头的可及性和复杂形状 | 简单、对称的部件,如轴和接头 |
| 生产批量 | 对于小批量或一次性工作在经济上不切实际 | 大规模生产以证明设置成本的合理性 |
| 材料选择性 | 对非磁性或非导电材料效率较低 | 铁磁性材料(例如,碳钢) |
| 过热风险 | 热影响区可能产生热应力或退火 | 需要精确、局部热控制的应用 |
难以选择适合您实验室需求的钎焊方法? KINTEK 专注于实验室设备和耗材,提供专业指导,帮助您权衡感应钎焊等工艺的利弊。无论您是从事大批量生产还是复杂的装配工作,我们都能提供根据您的材料、几何形状和批量要求量身定制的解决方案。请立即联系我们,优化您的钎焊工艺,获得一致、可靠的结果!
图解指南
相关产品
- HFCVD设备用于拉丝模具纳米金刚石涂层
- 实验室灭菌器 实验室高压蒸汽灭菌器 液体显示自动型立式压力蒸汽灭菌器
- 实验室灭菌器 实验室高压灭菌器 脉冲真空升降灭菌器
- 实验室用双板加热压制模具
- 实验室用防裂压模



















