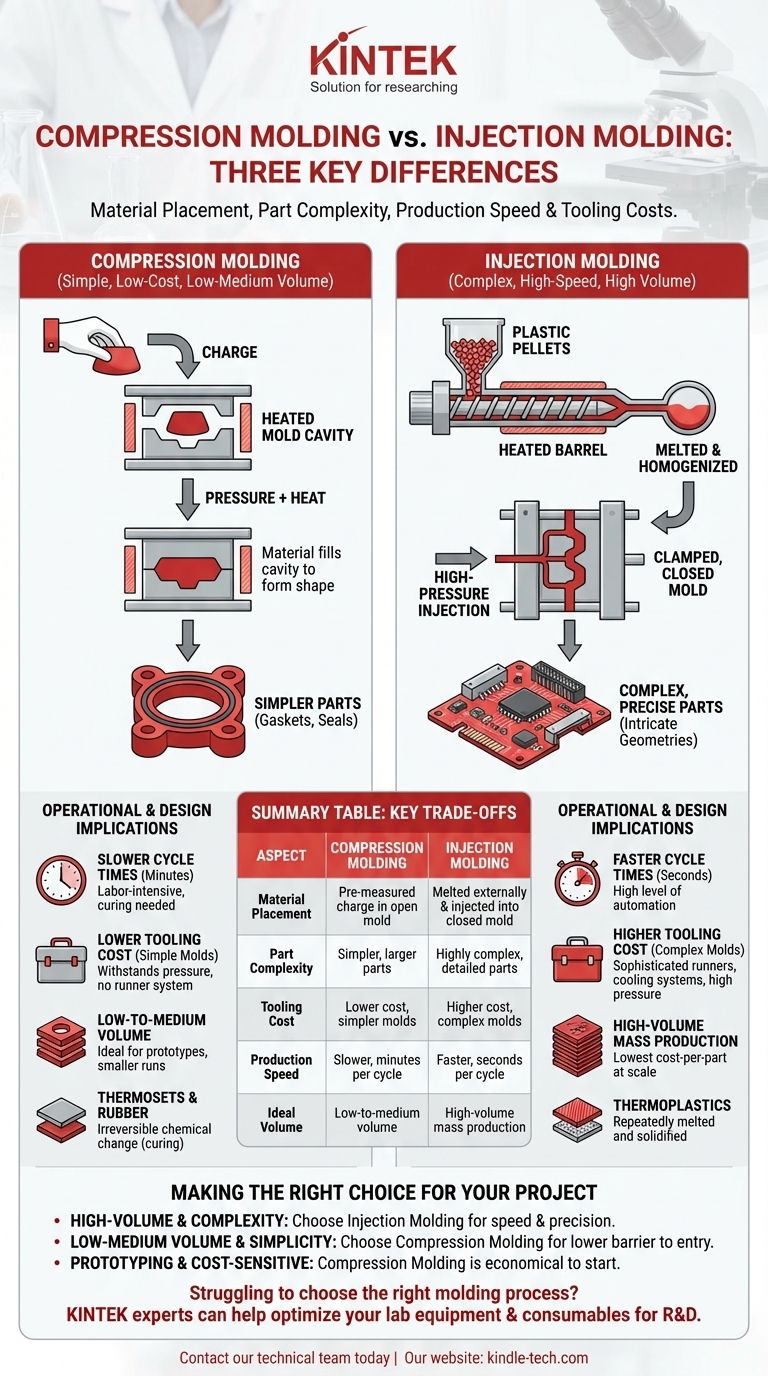
简而言之,压缩成型和注塑成型之间的三个主要区别在于材料放置方法、它们可以生产的零件复杂性以及相关的生产速度和模具成本。在压缩成型中,材料直接放置在加热的模腔中,然后模腔闭合以形成零件;而在注塑成型中,材料在外部熔化,然后在高压下注入封闭的模具中。
核心区别在于权衡:压缩成型是一种更简单、成本更低的工艺,适用于低到中等批量的大型、复杂性较低的零件;而注塑成型是一种高速、自动化的工艺,适用于生产高批量、复杂、高精度的零件。
基本工艺差异
最显著的区别在于原材料是如何以及在哪里准备并形成最终产品的。这一初始步骤决定了每种工艺的能力和局限性。
压缩成型的工作原理
在压缩成型中,预先称量好的成型材料(称为料团)直接放置在加热的开放模腔的下半部分。
然后模具的上半部分闭合,施加巨大压力。这种压力与热量结合,使材料扩散并填充整个模腔,形成所需的形状。
注塑成型的工作原理
注塑成型是一种更复杂、自动化的工艺。塑料颗粒被送入料斗,然后通过加热料筒内的往复螺杆熔化并均化。
一旦完全熔化,这种塑料在高压下被强行注入到夹紧的封闭模具中。材料填充模具复杂的通道和型腔,然后冷却并弹出。

关键操作和设计影响
工艺机制的差异导致了模具、零件设计能力和生产效率的显著变化。
零件复杂性和精度
注塑成型擅长生产高度复杂和精细的零件。高压注射可以将材料压入微小、复杂的特征中,从而实现复杂的几何形状、薄壁和高精度公差。
压缩成型更适合生产更简单、通常更大、更笨重的零件,如垫圈、密封件和电气元件。它难以填充注塑成型轻松处理的精细细节。
模具和初始投资
压缩成型的模具显著更简单、成本更低。模具只需承受夹紧压力,不需要管理材料流所需的复杂流道和浇口系统。
注塑模具是高度复杂且昂贵的工程项目。它们必须承受巨大的注射压力,并包含复杂的通道(流道、浇口、主流道)和冷却系统,导致前期成本高得多。
生产速度和循环时间
由于其高度自动化,注塑成型速度极快,循环时间通常以秒计。这使其成为大批量生产的明确选择。
压缩成型是一种较慢、劳动强度较大的工艺。装料、合模、固化和脱模的循环可能需要几分钟,使其适用于中低批量生产。
理解权衡
在这两种方法之间进行选择需要清楚地了解您的项目目标,因为一个方法的优点往往是另一个方法的缺点。
单件成本方程
虽然注塑成型具有非常高的初始模具成本,但其快速的循环时间导致在高产量下单件成本非常低。
压缩成型具有较低的初始模具成本,使其非常适合原型和小批量生产。然而,其较慢、更手动的工艺导致随着生产量的增加,单件成本更高。
材料考量
压缩成型特别适用于热固性塑料和弹性体,如橡胶。这些材料在加热时会发生不可逆的化学变化(固化),压缩过程完美地促进了这一点。
虽然一些热固性材料也可以注塑成型,但该工艺主要用于热塑性塑料。这些材料可以反复熔化和固化而不会降解,完美契合注塑成型循环。
为您的项目做出正确选择
您的决定应根据您对产量、复杂性、预算和材料的特定要求来指导。
- 如果您的主要重点是复杂零件的大批量生产:注塑成型是更优越的选择,因为它具有速度、精度和规模化生产的低单位成本。
- 如果您的主要重点是大型、简单零件的中低批量生产:压缩成型以其经济实惠的模具提供了更低的进入门槛。
- 如果您的主要重点是成本敏感的原型制作或初始生产运行:压缩成型的低模具投资使其成为最经济的入门选择。
了解这些核心操作差异使您能够选择与您的技术和财务目标完美匹配的制造工艺。
总结表:
| 方面 | 压缩成型 | 注塑成型 |
|---|---|---|
| 材料放置 | 预先称量好的料团放置在开放模具中 | 材料在外部熔化并注入封闭模具中 |
| 零件复杂性 | 更简单、更大的零件(垫圈、密封件) | 高度复杂、精细的薄壁零件 |
| 模具成本 | 成本较低,模具更简单 | 成本较高,带有流道/浇口的复杂模具 |
| 生产速度 | 较慢,每循环几分钟 | 较快,每循环几秒钟 |
| 理想产量 | 中低批量 | 大批量生产 |
| 材料适用性 | 非常适合热固性材料和橡胶 | 主要用于热塑性材料 |
在为您的材料选择合适的成型工艺时遇到困难? KINTEK 的专家可以提供帮助!我们专注于提供支持压缩成型和注塑成型研发的实验室设备和耗材。无论您是使用压缩成型进行原型制作还是使用注塑成型进行规模化生产,我们的解决方案都能确保精度和效率。
立即联系我们的技术团队,讨论您的具体应用,并了解 KINTEK 如何优化您的成型工艺。
图解指南