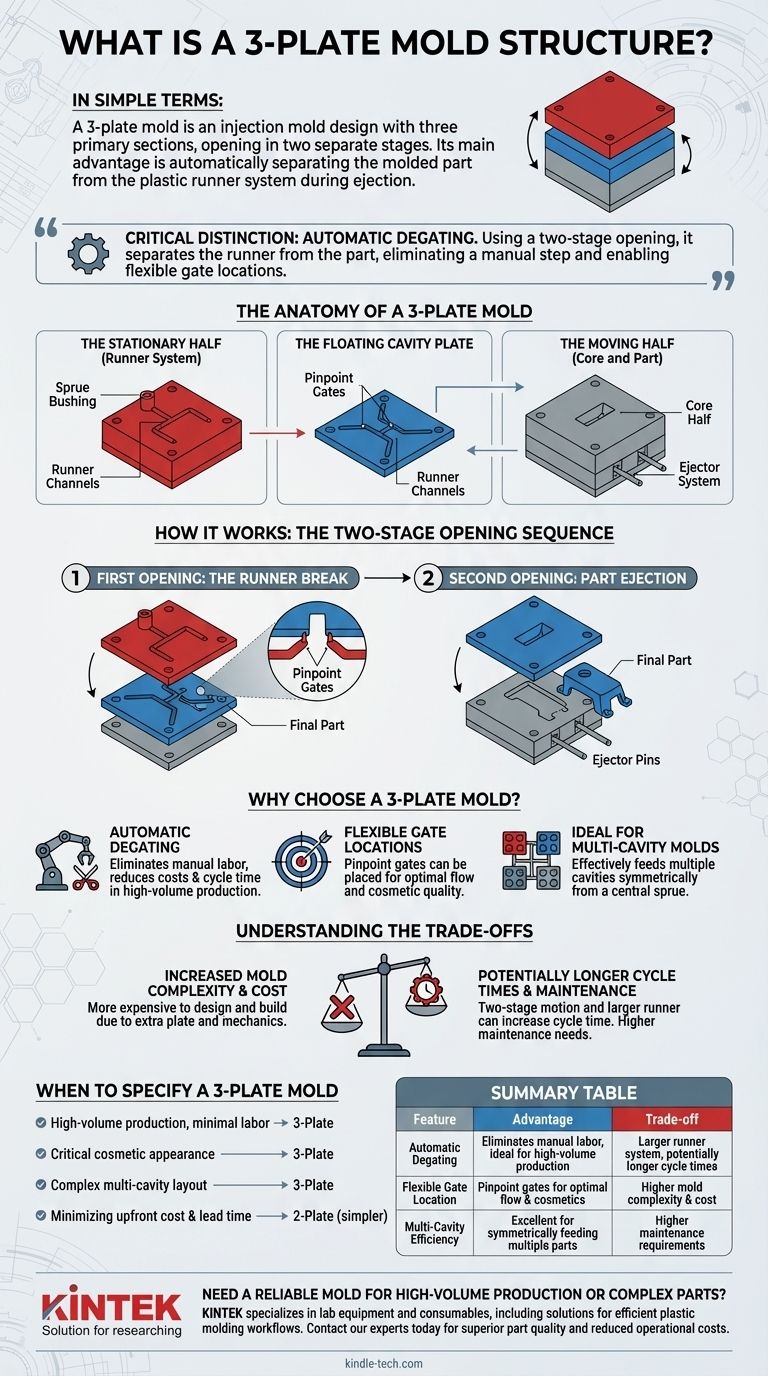
简单来说,三板模具是一种由三个主要部分或模板构成的注塑模具设计,它分两个阶段开启。这种结构主要用于在顶出过程中自动将成型件与其塑料流道系统分离,这是它相对于更简单的两板模具的主要优势。
三板模具的关键区别在于其自动脱浇口的能力。通过使用两阶段开启顺序,它将流道系统与最终零件分离,省去了手动步骤,并允许更灵活的浇口位置。
三板模具的解剖结构
标准注塑模具由两半组成,形成一个分型线。三板模具引入了第三个主要组件,形成两条分型线。这就是它实现独特功能的原因。
固定半模(流道系统)
这部分,也称为进料板组件,安装在注塑机的固定模板上。它包含塑料首次进入模具的浇口衬套和流道系统的主通道。
浮动型腔板
这是中间板,也是该设计的决定性特征。它“浮动”在其他两个部分之间。它包含流道系统的次要部分和将熔融塑料直接送入型腔的点浇口。
活动半模(型芯和零件)
该组件安装在机器的活动模板上。它包含零件几何形状的型芯半模和最终将成品零件推出模具的顶出系统。

工作原理:两阶段开启顺序
三板模具的巧妙之处不仅在于其结构,还在于其顺序开启动作。
第一次开启:流道分离
当成型机的锁模装置开始打开时,第一次分离发生在固定半模和浮动型腔板之间。此动作将微小的、凝固的点浇口从零件上拉开,使其干净地断裂。流道系统则保留在这一侧。
第二次开启:零件顶出
在达到一定距离后,机器继续打开,在浮动型腔板和活动型芯半模之间产生第二次分离。这会露出最终的零件(或多个零件),此时它们已完全脱离流道系统。然后顶出销前进,将零件推出模具。
为何选择三板模具?
三板模具的额外复杂性通过解决特定制造挑战的几个关键优势而得到证明。
自动脱浇口
这是最大的优势。由于流道在模具内部与零件分离,因此无需人工或机器人手动剪掉每个零件上的流道。这大大降低了高产量生产中的人工成本和循环时间。
灵活的浇口位置
这种设计允许使用点浇口,它们几乎可以放置在零件表面的任何位置。这对于浇口痕迹在边缘上不可接受的装饰性零件,或需要从中心填充以获得最佳塑料流动的零件来说是理想的选择。
多腔模具的理想选择
三板模具在从中心浇口对称地进料多个型腔方面非常有效。流道系统可以在浮动板中有效地分支,以确保所有型腔均匀填充。
了解权衡
尽管有其优点,三板模具并非总是正确的选择。其复杂性带来了明显的权衡。
模具复杂性和成本增加
额外的浮动板、更复杂的机械结构和精确的对齐功能使得三板模具的设计和制造比标准两板模具昂贵得多。
潜在的更长循环时间
虽然它节省了成型后的人工,但两阶段的开启和关闭动作有时会使整个成型周期增加几秒钟。流道系统通常也更大,需要更多的塑料和更长的冷却时间。
更高的维护要求
更多的运动部件和更复杂的结构意味着磨损的可能性更大。小点浇口也容易损坏或堵塞,需要更勤奋的维护和熟练的技术人员。
何时指定三板模具
选择正确的模具结构完全取决于您项目的优先级。
- 如果您的主要重点是高产量生产且人工最少:三板模具因其自动脱浇口能力而成为更好的选择。
- 如果您的零件外观至关重要:能够在非可见表面上放置一个微小、干净的点浇口,使这种设计极具吸引力。
- 如果您正在运行复杂的多腔布局:三板模具通常提供最平衡、最有效的方式来同时填充所有零件。
- 如果您的主要重点是最大限度地降低前期工具成本和交货时间:更简单的两板模具是更直接、更经济的解决方案。
最终,选择三板模具是一个战略性决策,即用更高的初始成本换取更低的长期人工成本和更大的设计灵活性。
总结表:
| 特点 | 优点 | 权衡 |
|---|---|---|
| 自动脱浇口 | 消除人工,非常适合高产量生产 | 流道系统更大,循环时间可能更长 |
| 灵活的浇口位置 | 点浇口可放置在最佳流动和外观位置 | 模具复杂性和成本更高 |
| 多腔效率 | 非常适合对称地进料多个零件 | 维护要求更高 |
需要用于高产量生产或复杂零件的可靠模具吗? KINTEK 专注于实验室设备和耗材,包括高效塑料成型工作流程的解决方案。我们的专业知识确保您获得合适的工具,以实现卓越的零件质量并降低运营成本。立即联系我们的专家,讨论我们如何支持您实验室的注塑成型需求。
图解指南